
Готовая деталь, с подготовленными кромками и фасками отправляется на контроль. На ней инженер производит замеры габаритов, а также диагоналей. Чтобы деталь соответствовал «Карте раскроя». Также производит проверку выполненных фасок, ласок, припусков, чистовых кромок и вырезов.
Фаска имеет 3 вида: Y-образным способом; Х-образным; J-образным (другое название – «рюмочная» фаска).
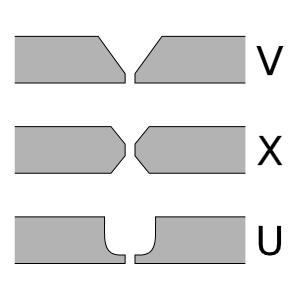
Также, в технической литературе можно встретить другое буквенное обозначение: V, K и U-образная фаска.
Как правило, стандартный угол фаски для металлического листового профиля составляет 45°, для труб – 37,5°. И ещё она имеет притупление.
При разделке кромок возможно образование острых углов с тонким кончиком. Это осложняет сварку, содействуя прожогам при проварке корня шва. Чтобы этого избежать, выполняют притупление – намеренно стачивают острый торец. Высота стачивания обычно составляет 2 мм (но может быть другая), обычно она указывается на чертеже после угла. Например: 40° / 2. Значит с одной стороны угол 40° с другой, притупление 2 мм.
Ласка нужна для того, чтобы плавно перевести толщину металлу с одного размера к другому, для правильной стыковки. Например, с 40 мм толщины к 30 мм. Производиться плавный срез на определенный размер детали. А в конце делается «К» образная фаска для полного провара соединения. («Полный провар» нужен для того, чтобы в соединении не осталось пустоты, чтобы в дальнейшем в этом месте не произошло разрушение). Но может быть и обычная сварка с одной стороны. с V образной фаской.
Припуск. Это место специально оставляется с дополнительным размером от 20 до 100 мм.
Чтобы в процессе монтажа секции, на полотно с припуском произвели правильную подрезку, тем самым вывели в правильный размер при стыковке с другой деталью. Обычно припуск ещё используется в шитье. Там тоже оставляют участок, чтобы после подгонки ткани подрезать.
Чистовая кромка не подрезается и остается как окончательная часть детали. Т.е. с ней больше никаких манипуляций производиться не будет. Она финальная. Единственная на ней скругляют кромки, чтобы в дальнейшем закрасить.
Бывают моменты, когда «Карта раскроя» расходиться с «Чертежом». На чертеже деталь указана с чистовой кромкой (это участок детали, который больше не будет подрезаться или на котором не будет производиться фаска). А в «Карте раскроя» на этом участке указан Припуск. Обычно это вопрос сразу отправляется в технический отдел, чтобы они дали точные данные по месту и в каком документе указано правильно.
На полотне и любой детали, всегда должны быть указаны данные: чертеж, марка металла, плавка, позиция, согласно ОСТ5Р.95079.
Пример: Чертеж (обычно слово не пишется, только цифры) 111.360121,
РСD 40 (марка металла) 121512В (плавка), поз. 14 (позиция). Если есть, то номер секции. Проект обычно узнают по первым числам чертежа, он всегда означает номер проекта. Если производство имеет множество проектов, и чтобы не запутаться, то пишут уже словами.
Примечание: на деталь нельзя наносит данные обычным мелом или другими цветными карандашами имеющие в составе масла, не допускаемые для поверхности. Так как при её подготовке, данные участки будут дополнительно обрабатываться. В привычной работе используют специальный маркер по металлу любого цвета или же восковый мел.
Чтобы в дальнейшем работа предъявить надзорному органу. Плавку и марку металла всегда проверяет надзорный орган РМРС или заказчик. Чтобы удостовериться в использовании материала, который был заявлен по документам. А чертеж и позиция детали больше нужна сборщиками, которые будут собирать секцию в дальнейшем по чертежу. Потому-что у каждой детали, есть свой номер и свое место в секции. Некоторые детали дублируются позицией, если имеют одинаковое исполнение. Но также можно вычислить и проблемные участки, если некомпетентные сборщики произвели установку детали, а она оказалось с вырезом, которого нет в чертеже или же имеет размер меньше(больше) указанного. Значит где-то произошла ошибка. Она также может быть и в чертеже. Человеческий фактор всегда присутствует.
Более подробную информацию по деталям я опишу дальше, когда будем разбирать спецификацию чертежа. Это документ, в котором описываются все детали данного объекта.
Любое полотно согласно документу предприятия или методики проверки, которая ссылается на нормативные документы, должна иметь постель. Это специальное место, имеющее выставленные под уровень детали (колья, платики, уголки и т.д), на которое ложиться полотно. Чтобы замерить точную длину согласно линейным размерам и видеть любые дефекты листа на плоскости.
Если деталь не прошла проверку по габаритам или же где-то не была вырезана фаска, то деталь оправляется на доработку. Учитывать нужно ещё тот факт, что если деталь больше, то её можно подрезать, а если меньше, то тут только наплавление металла и то он тоже имеет свой предел.
Дополнение ко 2-й главе: когда на завод приходят полотна металла, они проходят входной контроль. Все полотна имеют одинаковый серый цвет или, к примеру темно-красный. Это специальная транспортировочная грунтовка, защищающая металл от коррозии. Обычно грунтовка тоже имеет документ, который предоставляется с документом на сам металл. Потому-что любое изделие или применяемое вещество должно быть сертифицировано и одобрено в использовании.
Подписывайтесь, чтобы не пропустить продолжение!