
Очки это неотьемлемая часть жизни каждого человека, даже если у вас нет никаких проблем со зрением, у вас должна быть хотя-бы одна пара солнечных очков.
В интернете достаточно информации про сами очки и про линзы в том числе, но практически ничего не сказано про процесс производства очков.
Сегодня мы подробно рассмотрим все этапы изготовления полноценных очков для коррекции зрения, а так-же солнечных оправ.
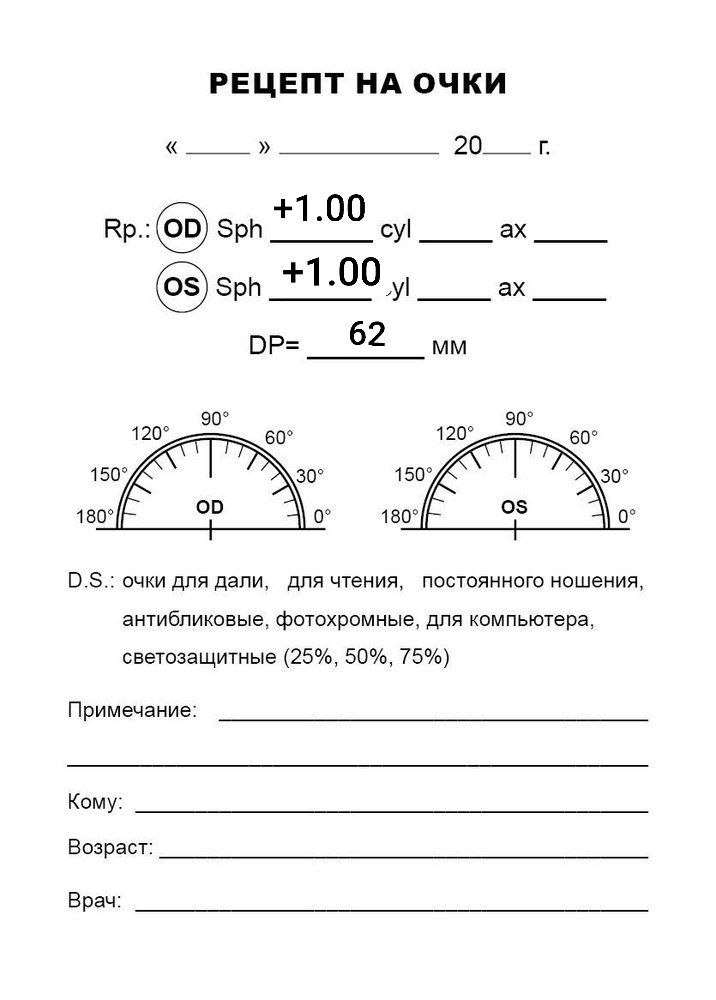
И так, начинается всё с рецепта, именно исходя из него подбирается оправа для дальнейшего изготовления.
значение OD означает правый глаз, а OS левый, DP это расстояние от одного центра глаза до другого.
Sph - это диоптрия сферы, и она нужна когда у человека дальнозоркость или близорукость, а cyl - это диоптрия цилиндра, цилиндрические линзы используются при астигматизме, у каждого человека свой определенный градус рецепте, под которым линза вставляется в оправу, в данном рецепте он обозначен как ax.
Исходя из совокупности всех факторов указанных в рецепте, клиенту подбирается оправа.
Да, вы можете подумать что это глупо, но у очковой линзы есть свой придел длины диаметра, в основном их выпускают диаметром от 65 до 75 миллиметров, и если ваше DP маленькое то увы нужно также подбирать не широкую оправу, иначе линзы просто не хватит на неё.
И так, оправа и линзы попали на стол к оптику, первое что он делает, это разметка расстояния и уровня горизонта, это выглядит примерно как на фото.
Затем он берет линзу, и на диоптриметре находит её центр, дальше он берёт правую демо линзу и прикладывает её к линзе, их центра должны идеально совпасть и оставить минимум два миллиметра в запасе для большей точности.
Затем, если всё совпадает, мастер высверливает специальные отверстия для того чтобы демо линза могла встать в станок и служить моделью для копирования формы, два небольших по краям, чтобы плотно зашли штыри, и одно в центре, для резьбы закручивающей шаблон, которая не даст ему двигаться во время работы станка.
После этого, там где был высверлен центр, ставиться липучка уже на оптической линзе, а к липучке прикрепляется насадка благодаря которой она хорошо закрепится в станке.
А вот собственно и сам станок, на нем производится первичная обработка линзы, он работает по простому принципу копирования.
Через всю его верхнюю часть проходит вал, на конце вставляется шаблон из оправы, а по середине сама линза, внизу под шаблоном стоит стойка-регулятор размера, а внизу под линзой на том же уровне стоят точильные камни, этот вал вращается придавая таким образом линзе форму шаблона, а так же делая фацет для канавки в оправе.
После того как завершена первичная обработка, линза еще не готова для того чтобы помещать её в оправу, в первую очередь оптик снимает с нее фаску, чтобы не поцарапать оправу на этапе примерки, а затем смотрит подходит ли размер линзы к оправе, если нет то есть 3 варианта как это исправить.
1. Фен.
Чаще всего используется именно он, ведь намного проще немного разогреть оправу, чтобы пластик размягчился, в таком случае немного недоточенная линза войдет в оправу и будет плотно там сидеть.
2. Доточить на станке убрав пару единиц размера.
Если фен не помог, и линза всё-равно не лезет в оправу, то мастер вынужден дотачивать линзу, это занимает всего минуту, но главное угадать с размером, ведь станок это не точная машина, и значения в ней тоже условные, если переточить линзу, то она может болтаться в оправе.
3. если линзы дорогие и требуют внимательного отношения, то оптик дотачивает их вручную на том же станке на котором он снимал фаску.
После окончательной доточки, оптик вставляет обе линзы в оправу, и выравнивает её, после чего очки считаются готовыми.