В.В. Дьяченко – ООО «Лаборатория надежности»
С.С. Долгополов – ООО «Фильтрационная техническая компания»
В предыдущем номере мы отмечали, что согласно статистике производителей причины отказов прецизионного оборудования: гидроприводов (80%), подшипниковых узлов (60%), зубчатых передач (60%) - связаны с состоянием смазочного материала или рабочей жидкости.
Мы продемонстрировали ключевые аспекты в вопросах управления смазыванием машин, синергический эффект которых образует ключ к механизму надежности оборудования.
В данной статье мы рассмотрим первый, главный аспект функционирования механизма надежности, он называется «содержи чистым», на который критически влияют три ключевых направления:
- процедуры и стратегии ТОиР;
- производственная среда;
- техническая оснащенность машин.
В 2006 году, когда было создано ООО «ФТК», специализирующееся на промышленной фильтрационной продукции, мы рассказывали клиентам о новых технических разработках в области фильтрации, специальных фильтрующих материалах, байпасной фильтрации, коэффициенте бета, сапунах, анализе масла и т.д. Мы считали, что это главные вопросы, на технической части которых нужно было фокусироваться. Но исходя из многолетнего опыта общения с представителями технических служб, мы изменили свой взгляд на решение задач. На первое место вышли системообразующие направления, вопросы повышения квалификации, работа с корневыми причинами, поиск простых и эффективных решений. Вопросы, ограниченные техническими характеристиками фильтров, ушли на второй план (хотя это несколько парадоксальный вывод для компании-производителя фильтров и фильтрующего оборудования.) Известно, что лучших результатов достигают те компании, где безупречно налажены рабочие процессы, высокая культура обслуживания, работают квалифицированные технические специалисты, а руководители открыты для новых идей и способны достигать поставленной цели. Мы часто наблюдаем, как эффективные технические разработки, создаваемые в передовых лабораториях, не достигают конечного результата, так как используются неправильно. Современные предприятия за прошедшие 20 лет прошли через трансформационные изменения в подходах к оборудованию. Потребность в повышении эффективности и технологичности производственных линий обусловливает жесткие требования к составу и характеристикам оборудования. Технологические процессы требуют увеличения мощности, давления, частоты вращения, повышаются требования к быстродействию и точности позиционирования выходных звеньев. Машины совершенствуются (рис. 1), становятся компактными, уменьшаются объемы маслобака.
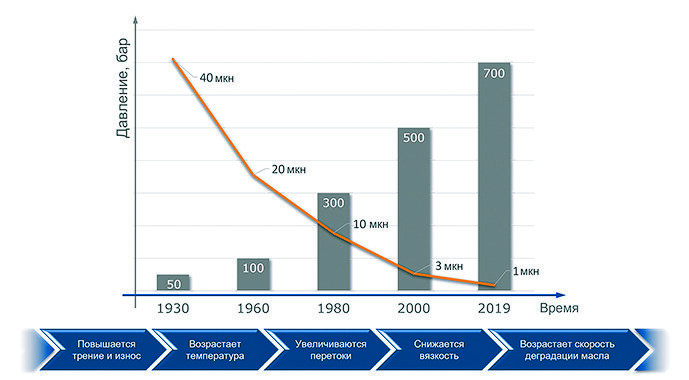
Это усложняет процесс тепло-обмена, сводятся к минимуму динамические зазоры в оборудовании, что диктует новые требования к фильтрации, стабильности свойств рабочих жидкостей и средствам быстрого обнаружения признаков потенциального отказа. Технические новации требуют сложного инструментария, квалифицированного персонала, к сожалению, в меньшем количестве (избыток персонала на всех уровнях производства ушел в историю). Мы ценим время и ресурсы наших клиентов: в поддержку этих ценностей мы разработали собственную «концепцию чистоты», стандартизировали внутри компании подход к достижению лучшего результата.
«Концепция чистоты» (рис. 2) была выработана в результате сотен часов общения со специалистами.
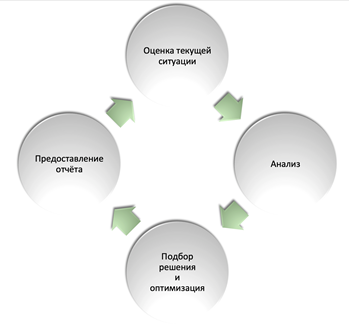
И она начинает работать в том случае, когда ответственные лица или структуры системы ТОиР осознают выгоду, которая обеспечивается от эксплуатации оборудования в зоне оптимального ресурса (подробнее в №6, 2023 г.). Надлежащая чистота масла – это одно из ключевых условий. В основе нашего подхода лежит цикл, который позволяет реализовать и настроить «концепцию чистоты» с учетом условий эксплуатации и обслуживания оборудования (рис. 3).
Реализация хорошего плана или концепции имеет большое значение
Оценка текущей ситуации
Для того чтобы заработала «концепция чистоты» и эффект от последующих действий был полезен, необходимо сделать первый шаг – оценить текущую ситуацию. Далее выстраивается поэтапная стратегия. В оценку текущего состояния попадают ключевые направления: n статистика отказов прецизионного оборудования; n статистика замены в сочетании с заявленным моторесурсом оборудования; n карты смазки; n техническая документация; n проекты реализации инженерных решений; n операционные процедуры обслуживания и смазки оборудования; n результаты технического аудита и условий эксплуатации оборудования; n подходы к диагностике и результаты анализа рабочих жидкостей; n подходы к ведению обслуживания масло-хозяйства предприятия и т.д. Представленный список исследуемых направлений может дополняться ввиду специфики производства разных отраслевых групп. Важно, чтобы информация была актуальной и доступной. Например, хорошей практикой обобщения данных об оборудовании и состоянии технических жидкостей может стать система компьютерного управления обслуживанием оборудования (CMMS), в каталоге которого будет размещена актуальная информация. Это данные о маслах и их диагностических данных, фильтрэлементах, история их замены, планы техобслуживания, спецификации работ и необходимый инструментарий, сообщения о неисправностях и отказах прецизионного оборудования с информацией о причинах отказа и т.д. Фактическая информация не всегда совпадает с данными CMMS, также как и задание на обслуживание оборудования, которое дает механик или мастер участка, не всегда совпадает с пониманием того, что нужно делать, у ремонтного персонала. Актуальные данные – это отправная точка на пути к цели. На первом шаге реализации «концепции чистоты» будет произведена тщательная инвентаризация всех фильтров и рабочих жидкостей, используемых в производстве, и требований к чистоте производителей оборудования. Инвентаризация должна проводиться совместно с техническими специалистами, чтобы они могли поделиться опытом и в то же время учиться новому. Технические специалисты являются главными действующими лицами в этом процессе.
Четыре этапа концепции:
1.Оценка текущей ситуации – что и как используется для обслуживания оборудования;
2.Анализ – верно и корректно ли работают жидкости и фильтры; 3.Подбор и оптимизация;
4.Отчетность и обсуждение.
Анализ
Когда вы знаете, какие жидкости и фильтры используются для надлежащего функционирования оборудования, следующим шагом будет анализ и проверка того, правильно ли они работают. Анализируя эту информацию, можно в значительной степени унифицировать большой объем используемых материалов, сведя к минимуму номенклатуру закупаемых фильтров. Это сокращает складские остатки
на уровне предприятия, а на уровне цехов
в экстренных ситуациях появится возможность взаимной выручки.
Какие технологии лучше всего использовать для анализа масла? К сожалению, крупные компании, которые первыми несут ответственность за диагностику жидкостей, не всегда делятся информацией с клиентами.
Объективная информация - реальность, все остальное – философия
В 1970-е годы был представлен спектроскоп индуктивно-связанной плазмы для анализа моторных масел (рис. 4).
Он измеряет энергию, поглощенную атомами в испаряющейся капле масла, нагревая ее в плазменном пламени (дуге) с температурой 9000 oC и «стреляя» монохроматическим световым лучом. Когда атомы в масле испаряются, их электрон изменяет орбиталь, поглощая энергию.
Многие исследования показали, что из-за быстрого впрыска и испарения капли масла успевают «сгореть» только мелкие частицы,
в большинстве исследований говорится об идентификации частиц только размером менее 7 мкм. Для моторных масел эта технология, несомненно, идеальна. Большое трение и абразивные силы, действующие в двигателе, расщепляют крупные частицы на более мелкие. Таким образом, анализ только мелких частиц является приемлемым для моторного масла. Однако для анализа гидравлических масел это недопустимо. Рабочие жидкости гидравлических систем содержат большое количество частиц размером более 7 мкм.
Тем не менее, спектрометрия является относительно дешевым автоматизированным анализом, и нефтяные компании часто продают ее как гидравлический анализ – тогда клиенты получают неверную информацию. По нашему мнению, это один из негативных факторов
в современном обслуживании. Для анализа рабочих жидкостей гидравлических систем мы настоятельно рекомендуем применять мембранный анализ масла, лазерные счетчики частиц и инфракрасную спектроскопию с преобразованием Фурье.
Первая методика, мембранный анализ, является самой простой и, по нашему мнению, – лучшей. Суть методики заключается в визуальном изучении продуктов износа. Для этого исследования заранее подготовленный образец фильтр-мембраны анализируется под специальным микроскопом с увеличением до 400.
ГОСТ 17216 по ИСО 4407 – чистота промышленная, класс чистоты жидкостей (рис. 5).
Фильтр-мембрана: Æ 47 мм, материал – нитрат целлюлозы, поры 0,8; 1,2 или 3 мкм. Подготовка образца: 100 мл рабочей жидкости, взятой из интересующей системы, процеживание через фильтр-мембрану при помощи вакуумного насоса.
Нами проведено более тысячи таких анализов (рис. 6) и при этом исследовании можно получить большое количество подсказок о моменте, механизме и виде зарождения отказа машины, которые другие аналитические методы не покажут.
Можно увидеть разницу между прозрачными частицами пластика и песка или такие частицы, как волокна из фильтров высокого давления, которые не были заменены вовремя.
Но самое основное – это разнообразие металлических частиц, которые свидетельствуют о том, что происходит в масле
и в системе в целом. Новые частицы имеют яркие цвета, в то время как старые частицы имеют более темные, окисленные цвета (например, медь будет более желтого цвета) (рис. 7).
Форма металлических частиц также указывает на то, что нельзя обнаружить другими аналитическим методами.
Что еще важно – можно обнаружить смолянистые и гелевидные отложения (шлам) (рис. 8).
Эти отложения являются остатками продуктов окисления масла при его деградации. У процессов окисления существуют свои механизмы развития, в которых в качестве катализаторов выступают вовлеченный в масло воздух, цветные металлы, повышенная температура, электростатика. Подобные гелевидные отложения способны «приклеиваться» к поверхности рабочих баков или в каналах регулирующей и распределительной аппара-туры и впоследствии отвердевать, принимая структуру пластика.
Опыт показывает, что после замены масла можно получить следующий эффект: более сильная активность моющих присадок нового масла разрыхляет и отрывает кусочки гелевидных отложений и в потоке разносит их по системе. При этом забиваются дросселирующие отверстия клапанов, смазочные каналы насосов и т.д., сокращая срок их полезного использования, удар принимает на себя также система фильтрации.
Одна из основных наших рекомендаций –всегда перед заменой масла производить фильтрацию старого масла для снижения уровня содержания шламовых отложений, например по MPC Color, и затем произвести процедуру замены. Далее необходимо продолжить процесс дополнительной фильтрации, еще некоторое время тщательно контролируя показатель исследования MPC и чистоту. Такой подход позволит сохранить эксплуатационные свойства нового масла намного дольше и снизить риск аварийных ситуаций. Стоит отметить, что эти включения также могут называть смоляными отложениями, лаком или шламом.
MPC Color ASTM D 7843 – потенциал лакообразования.
Первые два шага – «Оценка текущего состояния» и «Анализ» являются объективными.
Подбор решения и оптимизация
В первую очередь, необходимо позаботиться о мелочах, а не вкладывать средства в дорогие дополнительные фильтры, аналитические приборы или масла. Например, иметь хорошие воздухозаборники на резервуарах (рис. 9)
или индикаторы на фильтрах, которые работают должным образом. Также нужно вовремя менять простые всасывающие фильтры – в противном случае выход насоса из строя из-за кавитации будет дорогостоящим последс-твием.
Исходя из 15-летнего опыта, мы точно можем сказать, что мелочи делают машины лучше шаг за шагом. Например, что необходимо сделать вначале:
- обследовать сапуны;
- внедрить цветовую маркировку масел;
- разработать и разместить для персонала большую читаемую карту смазки;
- уделить внимание индикаторам засорения фильтрующих элементов;
- изучить штатные фильтрующие элементы: кто, почему и как их заменяет;
- выяснить, как часто, с какой целью и кем проводится анализ масла;
- какие масла используются в системах и почему;
- убедиться, что при заливе масла используется фильтрация;
- внедрить индикатор протока для мониторинга подачи смазки;
- связаться с нами info@filtechcom.ru и попробовать дополнительную фильтрацию ФТК.
Дополнительная фильтрация
Станции дополнительной фильтрации могут улучшить ситуацию, они имеют различное применение.
Станции фильтрации с высоким расходом
для слива/залива/перелива масла (рис.10)
Их приобретение нужно планировать в том случае, когда первых шагов недостаточно.
Мы производим такое оборудование серии FTC OFUHF долгое время.
При планировании приобретения таких устройств рекомендуем обратить внимание на следующие нюансы:
- мобильность – оборудование может перемещаться по цехам: большие колеса, ручки, рама-тележка;
- винтовой насос – работает с любыми
маслами при разных температурах, таким образом можно перекачивать/фильтровать турбинные, гидравлические, редукторные
и другие масла даже при температурах
10…20 оС без потери производительности, в отличие от шестеренчатых насосов; - обводная линия – слив старого масла в обход фильтрующего блока позволит сэкономить ресурс фильтрующих элементов для будущих работ;
- фильтрующие элементы навинчиваемые
(лучшее решение). Простота обслуживания без необходимости вскрытия корпусов фильтров ускоряет процесс, при замене таких фильтрующих элементов грязь всегда остается внутри них (в корпусных решениях зачастую не производится их полная очистка, особенно донного остатка, где скопилось наибольшее количество грязи, которая впоследствии попадет обратно в маслосистему основного оборудования); - электропитание – всегда 380 В для исключения перегрева и возможности запуска даже на холодном масле;
- вилка с фазоинвертором ускорит переключение при неправильном направлении вращения двигателя;
- присоединения РВД–БРС или камлок исключат лишние протечки в местах соединения, упростят подключение, не требующее специального инструмента;
- точки пробоотбора (до фильтров и после фильтров) – позволят контролировать состояние масла и поддерживать уровень культуры обслуживания;
- моновакуумметры (до насоса, после насоса, после фильтров) – дадут полное представление о состоянии основных компонентов МОУ: эффективность насоса, загрязнение фильтрующих элементов.
Зачастую требование большого расхода при фильтрации не имеет смысла. В некоторых случаях оператору необходимо больше времени на перемещение бочек с маслом, чем на их опорожнение при помощи МОУ.
Станции сверхтонкой
фильтрации серии FTC OFU
Их приобретение всегда экономически целесообразно, что легко обосновать. Современный подход подразумевает их наличие уже с поставкой основного оборудования. Они считаются неотъемлемым компонентом системы очистки как штатные фильтрующие элементы, так как решают широкий спектр задач, с которыми не могут справиться основные полнопоточные фильтры: фильтрация до 1 мкм, удаление шламовых отложний, дополнительное снижение влаги, снижение кислотного числа, продление ресурса масла и дорогостоящих компонентов системы.
Принцип работы этого оборудования основан на способности спрессованной целлюлозы к адсорбции – это крайне важно: иметь принципиально другой конструктив фильтров дополнительной фильтрации, чтобы эффект был максимальным. Помимо перечисленных преимуществ этих МОУ, стоит дополнительно отметить высокую грязеемкость, превышающую более чем в 100 раз стандартные гофрированные картриджи, и низкую стоимость за счет отечественного высокотехнологичного производства всех компонентов изделия. Толщина фильтрующего слоя более 110 мм
(в стандартных картриджах 2 мм) позволяет добиться высокой эффективности очистки. (рис. 11).
Затраты на высокоэффективный фильтрующий элемент на протяжении срока службы машины, как правило, меньше, чем на простые малоэффективные картриджи (рис.12).
Среди опций, улучшающих работу и обслуживание, нужно отметить следующие:
- индикатор протока на выходе из МОУ в виде прозрачной секции с вращающимся элементом;
- онлайн счетчики чистоты масла и содержания влаги;
- прозрачные крышки корпуса фильтрующего элемента для оценки текущей загрязненности;
- вилка с фазоинвертором;
- точки отбора проб;
- несколько систем байпасирования и защит, позволяющих проводить фильтрацию без постоянного присутствия оператора.
Дыхательные фильтры
- с механической очисткой;
- с механической очисткой, гигроскопичные (для снижения воздушной влажности и конденсатообразования внутри маслобака).
Отчетность и взаимодействие
Последним шагом в нашей концепции является коммуникация «как вниз, так
и вверх». Как уже отмечалось, на 3-м этапе изменения должны приниматься после сбора объективной информации. Разумеется, для внедрения этих изменений нужны квалифицированные специалисты. Поэтому очень важна хорошая система, которая направляла бы данные снизу организации наверх и обратно. Эта система коммуникации должна быть простой
и понятной.
Заключение
Концепция, представленная ООО «Фильт-рационая техническая компания», включает четыре основных этапа – сбор данных и оценка ситуации, анализ, оптимизация, отчетность и взаимодействие.
Такой подход, подкрепленный стратегическим планом реализации концепции, поднимает престиж технических служб на уровне руководства. А видимый и осязаемый, с экономической точки зрения, эффект демонстрирует возврат инвестиций уже в первые месяцы реализации проекта.
Существуют две ключевые стратегии реализации аспекта «Содержи чистым»:
1.Предотвращение. Ее целью является недопущение загрязнения в систему. С точки зрения фильтрации, необходимо:
- обеспечение адекватной вентиляции и применение фильтр-сапунов;
- контроль частиц износа и содержания влаги в смазочном материале, а также физико-химических свойств смазочного материала;
- оснащение систем линиями принудительной циркуляции с установкой эффективных фильтров (на стадии проектирования);
- недопущение внесения загрязнений при ведении ТО;
- анализ загрязнений засорившихся фильтр-элементов;
- применение автономных фильтрационных тележек при промывке резервного оборудования перед установкой.
Стоимость предотвращения попадания одного грамма грязи не превышает 10% от стоимости потерь, понесенных в случае попадания загрязнений в смазочный материал или рабочую жидкость системы.
2.Постоянное удаление загрязнений. Цель данной стратегии – немедленное удаление загрязнений из смазочного материала (как правило, это происходит при возникновении отказов, поломок, простоев). С точки зрения эффективности данной стратегии, необходимо применять:
- эффективные фильтры для циркуляционных систем (в случае невозможности быстро устранить источник проникновения загрязнения);
- автономные фильтрационные тележки;
- портативные фильтрационные блоки;
- сепараторы и дегидраторы.
Также рекомендуется установка магнитных ловушек; баков-отстойников на обратных линиях.