Изготовление метчика
Процесс изготовления метчика в основном включает в себя следующие этапы:
✅ Токарная обработка: заготовка обрабатывается на токарном станке в, при этом обеспечивается точность диаметра и длины метчика.
✅ Шлифование: используйте шлифовальную машину для шлифовки внешней поверхности метчика, чтобы улучшить шероховатость и округлость его поверхности.
✅ Заточка: Режущая часть метчика затачивается на станке, чтобы обеспечить режущую способность и качество резьбы инструмента.
Кроме того, производство метчиков включает около 20 процессов, включающих в основном три части: черновую обработку заготовки, термическую обработку и чистовую обработку. Оборудование для производства метчиков, используемое для чистовой обработки, в основном представляет собой шлифовальный станок не только из-за высокой точности обработки шлифования, но и потому, что твёрдость термообработанной инструментальной стали очень высока и может обрабатываться только шлифовальной машиной. Это оборудование для производства метчиков в основном включает в себя шлифование инструментов с квадратным хвостовиком, цилиндрическое шлифование, шлифование резьбы и т. д.
Классификация метчиков
Метчик – широко используемый инструмент для обработки внутренней резьбы. Существуют различные типы метчиков:
✅ Ручные и машинные метчики.
✅ По способу обработки: метчики для резки и для экструзии.
✅ В зависимости от обрабатываемой резьбы: метчики метрической крупной резьбы, метрической мелкой резьбы, трубной резьбы и т. д.
✅ По форме их подразделяют на: метчики с прямой и со спиральной канавкой.
В зависимости от направления движения метчиков во время использования их можно разделить на: параллельные и метчики с подрезом.
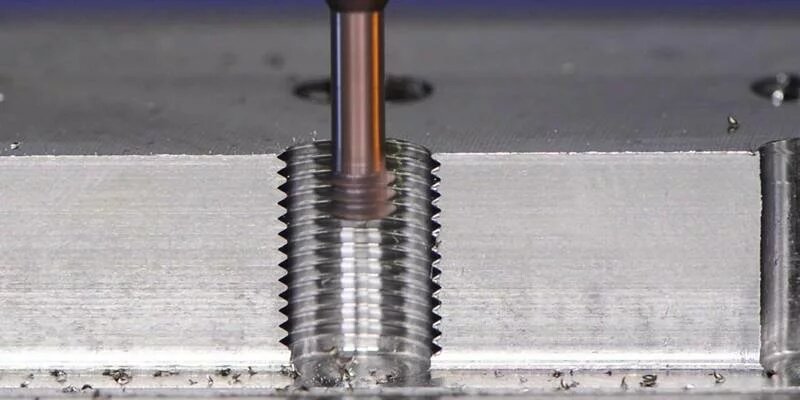
Возможные проблемы при обработке метчиком:
- Поломка метчика:
Это может быть вызвано выбором малого нижнего отверстия под резьбу, плохим съемом стружки, недостаточной глубиной сверления, когда резьба не может быть нарезана, высокой скоростью при нарезании резьбы, разными осями между метчиком и нижним отверстием, неправильным выбором параметры шлифования метчика, нестабильная твердость заготовки, чрезмерный износ инструмента. Решения: выбор соответствующего диаметра нижнего резьбового отверстия, улучшение удаления стружки, увеличение глубины сверления, соответствующее снижение скорости резания, коррекция приспособления, увеличение угла подъема метчика, сокращение длины режущего конуса, контроль твёрдости заготовки, подбор головок карт безопасности и своевременную замену метчика.
- Срыв резьбы метчика:
Это может быть вызвано чрезмерным выбором угла подъема метчика, бодьшой толщиной резания, высокой твердостью метчика, износом и другими причинами. Решения: соответствующее уменьшение переднего угла, увеличение длины режущего конуса, твёрдости и своевременную замену метчика.