Сварка под флюсом – разновидность дуговой сварки, в которой вместо защитного газа используется порошок – флюс.
Флюс, защищает сварочную ванну от воздействия атмосферы, стабилизирует дуговой разряд, взаимодействует с жидким металлом и легирует его, а также формирует поверхность шва.
В составе большинства флюсов 80% занимает диоксид кремния. Кремний препятствует образованию углерода и уменьшает количество трещин и пор, образованных во время сварки.
На втором месте по наполняемости находится марганец, в процессе сварки он связывает молекулы кислорода, препятствуя окислительному процессу. В результате активной реакции с кислородом получается оксид марганца – шлаковая корка, которая легко удаляется по окончании работ.
Добавки для легирования – третья часть состава. Наиболее распространенными легирующими элементами (ферросплавами) в составе флюса являются: молибден, титан, ванадий, хлор. Благодаря этим добавкам флюс восстанавливает выгоревшие в процессе сварки примеси металла.


По составу химических элементов различают: марганце-силикатные; кальций-силикатные; алюминатно-основные; флюоритно-основные; алюминатно-рутиловые и др.
По физическому состоянию: порошкообразные; стекловидные; кристаллические.
По назначению: низкоуглеродистые стали; низколегированные стали; высоколегированные стали; цветные металлы и сплавы
Группы флюсов: оксидные; солеоксидные; солевые.
Способы получения.
Один из способов получения флюса – плавление. Части состава смешиваются, измельчаются и плавятся в специализированных печах. Под воздействием температуры вещество спекается в гранулы. Финальным этапом процесса является пропуск материала через холодную воду. Флюс, полученный данным способом, называется плавленым.
Неплавленый или керамический флюс получается в результате тщательного перемешивания мелких частиц ферросплавов, шлаков и минералов без термической обработки. Если в примесь добавляют стекло, допустимо непродолжительное спекание флюса.
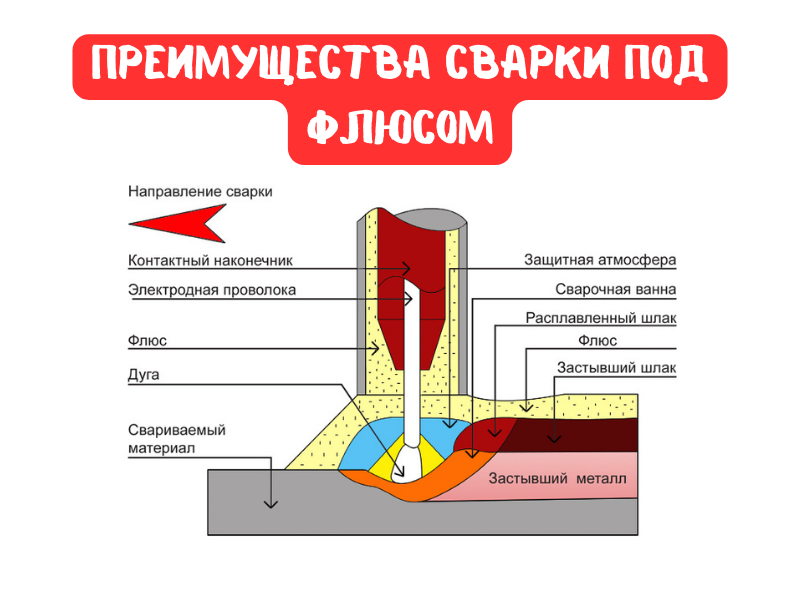
Принцип сварки под флюсом.
Флюс, который подается на поверхность свариваемого металла, защищает сварочную ванну от воздействия воздуха и образует в процессе сварки легко снимаемую шлаковую корку.
Сварка под флюсом регламентируется ГОСТом 8713-79 «Сварка под флюсом. Соединения сварные».
Различают механическую (МФ) и автоматическую (АФ) сварку под флюсом.
Сварка под флюсом в механическом режиме осуществляется при участии людей: флюс и проволока подаются автоматически, а направление сварки задается сварщиком.
Автоматическая сварка осуществляется без участия людей, когда машина сваривает металл по заранее заданным параметрам. Как правило для сварки используются сварочные тракторы и колонны.
Режимы сварки под флюсом.
Ток: Переменный и Постоянный
Полярность тока: Прямая и Обратная
Шов: однопроходный и многопроходный
Рекомендованные режимы сварки указаны в сертификате флюса
Преимущества:
1) Высокая производительность, которая обеспечивается непрерывностью и высокой скоростью наплавки.
2) Прочное и долговечное сварное соединение, получающееся за счет глубокого проплавления и полного сплавления металлов.
3) Универсальность: сварка под флюсом может использоваться для сварки широкого спектра материалов.
4) Меньшее количество дыма и брызг по сравнению с другими процессами сварки.
5) Снижение потери металла на разбрызгивание.
6) Шлаковая корка, образующаяся в результате плавления флюса, снижает скорость остывания шва и предохраняет его от растрескивания.
К недостаткам сварки под флюсом можно отнести: высокую стоимость оборудования для сварки под флюсом и необходимость более тщательных подготовительных работ из-за невидимости зоны сварки. Также следует учитывать, что флюс необходимо прокаливать, он является источником пыли и требует соблюдения условий хранения.
Сварка под флюсом популярна на крупных предприятиях в таких отраслях, как:
· Судостроение
· Мостостроение
· Тяжелая промышленность
· Производство металлоконструкций, емкостей, резервуаров
· Крановое производство, автомобилестроение
· Производство труб большого диаметра
· Вагоностроение
· Производство и восстановление деталей
В ассортименте завода сварочных материалов Deka есть проволока для сварки под флюсом – СВ-08ГА. Полированная проволока СВ-08ГА соответствует ГОСТ 2246-70, выпускается на металлических каркасах К-300 по 18 кг и К-415 по 28 кг. Есть сертификат НАКС.