При объемной штамповке оребренных поковок вытянутой формы (например, поковок балок, стрингеров, нервюр и пр.) толщина полотна по длине поковки может быть неравномерной, причиной чего является упругий прогиб штамповой оснастки во время штамповки. Компьютерное моделирование в программном комплексе QForm позволяет прогнозировать величину прогиба оснастки, следовательно, это дает возможность для компенсации штампов еще на этапе конструкторско-технологической подготовки производства с целью устранения вышеописанного эффекта на поковках.
Рассмотрим пример горячей объемной штамповки оребренной балки из сплава АК6. Общий вид поковки показан на Рис. 1. Поковка имеет следующие габариты в плане: 300×2000 мм, номинальная толщина полотна 20 мм.

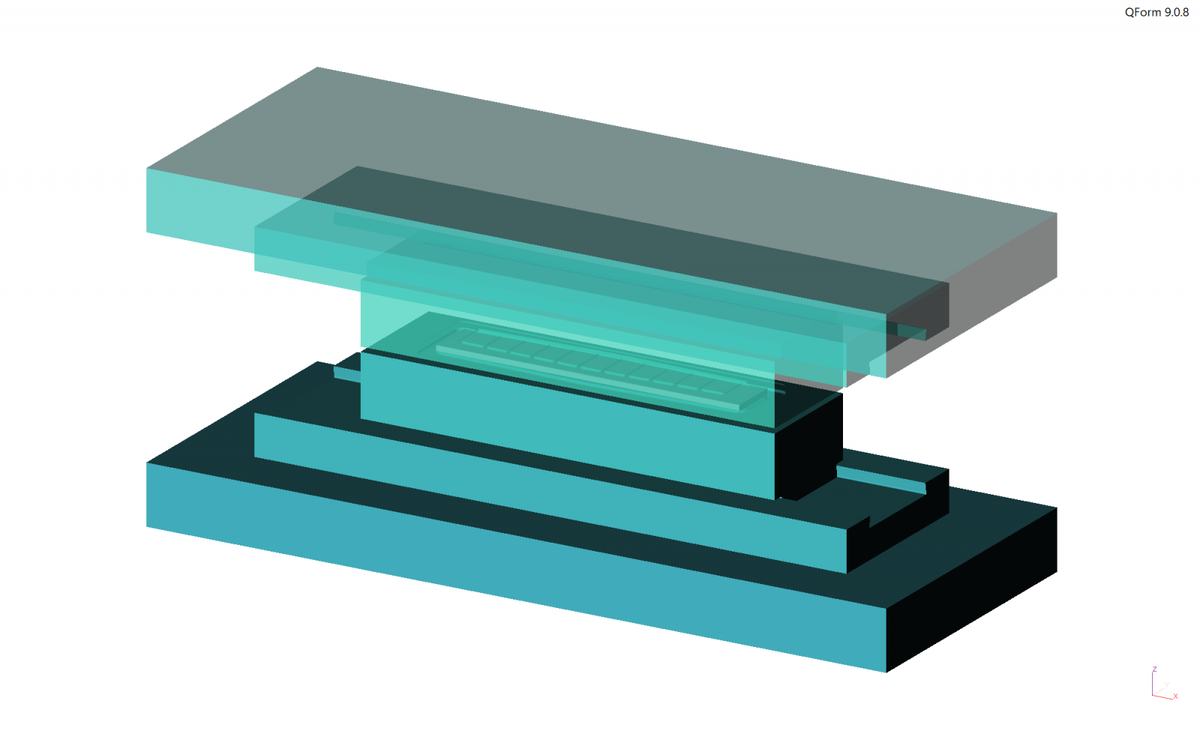
Для запуска расчета были подготовлены модели верхнего и нижнего штампов, а также штамподержателя и переходной плиты, которые показаны на Рис. 2. Поковка имеет две плоскости симметрии, поэтому с целью сокращения времени расчета производилось моделирование ¼ поковки.
Для проведения данного расчета было выбрано программное решение QForm с включенной опцией совместной деформации, тип задействованной модели – Раздельная. При использовании Раздельной модели расчет совместной деформации на каждом шаге моделирования состоит из трех этапов: сначала осуществляется деформация заготовки жестким инструментом, в конце расчетного шага определяются силы, с которыми заготовка действует на инструмент, определяется упругопластический прогиб инструмента, после этого программа осуществляет компенсацию объема заготовки в местах прогиба инструмента.
На Рис. 3 показаны перемещения инструментов по оси Z на шаге с максимальной силой штамповки. В середине верхний и нижний штампы прогибаются на 1 мм, что оказывает влияние на толщину полотна поковки (Рис. 5а).
На анимации ниже показано распределение интенсивности напряжений в ходе процесса штамповки, справа показан график усилия штамповки.
Для компенсирования упругих прогибов была доработана геометрия гравюры штампов в CAD системе, а именно была деформирована зона фигуры штампа на величину упругих перемещений (Рис.3), но с обратным знаком. При этом поверхность разъема штампов оставили плоской для удобства их изготовления. Для этого использовалась команда «Деформировать» в CAD SolidWorks, но подобное действие можно проделать и в другой CAD системе.
Результаты расчета процесса штамповки с компенсированной геометрией оснастки показаны на Рис. 5б, на котором видно, что толщина полотна одинакова по всему продольному сечению поковки.
Таким образом, еще на этапе подготовки производства можно устранить влияние упругих прогибов оснастки на форму поковки. Для этого необходимо произвести расчет технологического процесса в программном комплексе QForm с включенной опцией совместной деформации, а затем откорректировать геометрию штампов.
Подобный опыт можно применить и штамповке изделий в составных штампах, т.к. при проектировании сложно учесть влияние упругих перемещений одних составных частей штампа относительно других. И часто технологи удивляются фактически получившимся высотным размерам поковок, что вызывает необходимость доработки штампов.
Дополнительно можно учитывать и выработку в траверзах пресса, задав ее в моделях оснастки, если имеется возможность ее точно измерить, например, при помощи координатно-измерительных машин.