I. Выбор материала для печати
Два самых популярных, удобных, в целом универсальных материала, которые при печати создадут вам минимум проблем, это PLA и PETG. Они идеально подойдут к тому соплу, что стоит в принтере, и дополнительным из комплекта. Мои первые попытки были на PLA, всем, кто только начинает заниматься печатью, однозначно советую его в качестве первого материала. Поверьте, получите меньше головной боли и страданий, т.к. с PETG есть свои нюансы, и они абсолютно не нужны новичку на первом этапе. Немного освоившись с PLA, можно переходить на PETG и продолжать эксперименты.
PLA и PETG похожи по настройкам в слайсере, главное — не забыть корректно проставить температуру хотенда, температуру стола (чтобы моделька держалась, пока печатается) и скорость обдува. Про настройки под пластик в слайсере рассказывал в другой статье, написанной ранее, кто не читал, можете посмотреть.
II. Настройки в PrusaSliser
Мои эксперименты с печатью в новом принтере начались в слайсере PrusaSlicer, он достаточно простой и удобный, легко найти разные статьи, как использовать и настраивать.
В этом слайсере есть предустановки под разные принтеры, но, как это часто бывает, под мой новый ELEGOO Neptune 4 Pro нужного шаблона не оказалось.
Начал использовать принтер в январе 2024 года, так что пришлось мне тогда начинать с каких-то конфигураций, скаченных из интернета, и базовых настроек от других моделей ELEGOO Neptune, опытным путем подобрал такие, которые давали хороший результат при нормальной скорости.
Не на что не претендую. Не идеальные, можете критиковать. Но многим это поможет сэкономить время, начать с рабочего варианта под PLA.
Открываем PrusaSlicer, выбираем режим «Продвинутый» и начинаем проверять, настраивать.
1. Меню "Настройки принтера"
1.1 Меню "Общие"
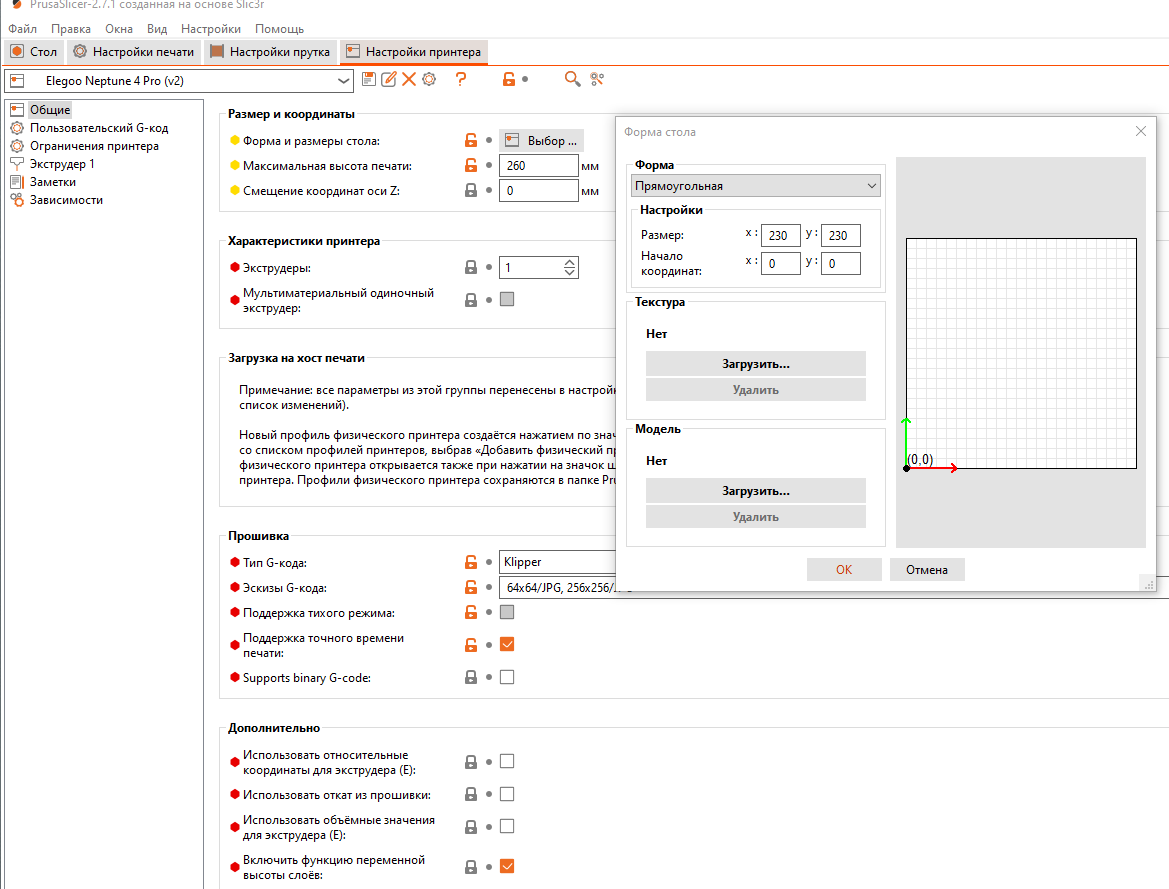
"Форма и размеры стола" - наш размер X:230 Y:230,
"Максимальная высота печати" - 260
"Экструдеры" - 1
"Тип G-кода" - Klipper
"Включить функцию переменной высоты слоёв" - v (оставляем, функция позволяет улучшить качество выпуклых поверхностей)
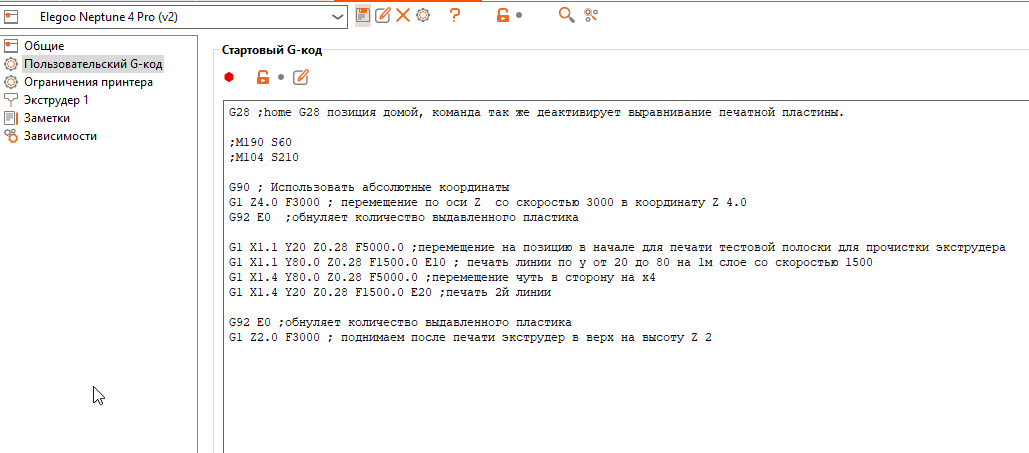
1.2 Меню "Пользовательский G-код"
«Стартовый G-код» - тут прописываем что делает принтер перед началом печати, ко всем командам сразу добавил описание после ";", все что после этого символа принтер не считает за команды, поэтому удобно так делать комментарии. Мой стартовый код получился такой:
G28 ; - позиция домой, команда так же деактивирует выравнивание печатной пластины.
G90 ; - использовать абсолютные координаты
G1 Z4.0 F3000 ; - перемещение по оси Z со скоростью 3000 в координату Z 4.0
G92 E0 ; - обнуляет количество выдавленного пластика
G1 X1.1 Y20 Z0.28 F5000.0 ; - перемещение на позицию в начале для печати тестовой полоски для прочистки экструдера
G1 X1.1 Y80.0 Z0.28 F1500.0 E10 ; - печать линии по Y от 20 до 80 на 1м слое со скоростью 1500
G1 X1.4 Y80.0 Z0.28 F5000.0 ; - перемещение чуть в сторону на x4
G1 X1.4 Y20 Z0.28 F1500.0 E20 ; - печать 2й линии
G92 E0 ; - обнуляет количество выдавленного пластика
G1 Z2.0 F3000 ; - поднимаем после печати экструдер в верх на высоту Z 2
«Завершающий G-код» - тут прописываем что делает принтер после того, как напечатал модель. Мой завершающий код получился такой:
G91 ; - использовать относительные координаты
G1 E-2 F2700 ; - втягивание экструдером 2 мм прутка со скоростью 2700
G1 E-2 Z0.2 F1600 ; - втягивание экструдером 2 мм прутка, поднять экструдер на 0.2
G1 X5 Y5 F3000 ; - сдвинуть на + 5 по 2м осям X и Y
G1 Z10 ; - сдвинуться вверх по Z на 10
G90 ; - использовать абсолютные координаты
G1 X0 Y230 ; - переместить экструдер в начало по X и выдвинуть стол с моделью максимально вперед
M106 S0 ; - установить скорость вентилятор обдува на 0%
M104 S0 ; - установить температуру хотенда = 0 градусов
M140 S0 ; - температура стола = 0
M84 X Y E ; - выключаем шаговые двигатели X,Y (кроме Z) и двигатель E экструдера
Другие настройки тут не трогаем и не забываем сохранить нашу конфигурацию.
1.3 Меню «Ограничения принтера», тут мы прописываем ограничения, на которые будет ориентироваться слайсер при генерации G-кода наших загружаемых моделек и расчета времени печати.
«Как применять ограничения принтера», по умолчанию стоит «Использовать для оценки времени», так и оставляем, т. к. получится, что все ограничения, которые в данном пункте ни на что не влияют, кроме расчета предполагаемого времени печати. Если выбрать вариант «Отправлять в G-код», они смогут еще больше притормаживать принтер, но нам это не надо, все нужные настройки и ограничения и так уже записаны в конфигурационный файл printer.cfg, который настроен с завода.
1.4 Меню "Экструдер 1"
Тут настройки под сопло из комплекта.
«Диаметр сопла» - 0.4 мм
«Ограничения высоты слоя» " Мин." - 0.08 мм "Макс." - 0,32 мм
«Подъём при перемещении» — 0 мм, здесь не настраивал, настройка есть еще в свойствах прутка, полезная и часто применяемая потом опция, позволяет приподнимать сопло, чтобы оно не чиркало и не задевало модель при перемещении, немного увеличивает общее время печати.
«Откат» — тут настраиваются значения по умолчанию, они применяются, если вы не настраиваете откат в настройках филамента. Поставил тут настройки, которые получились при тестировании PLA-пластика.
"Длина отката" - 0,5 мм
"Скорость извлечения при откате" - 45 мм/с
"Минимальное перемещение для отката" - 3 мм
"Откат при смене слоя" - v
2. Меню "Настройки прутка"
Начинал с PLA, черного KINGROON, поэтому приведу свои настройки, которые получились после тестов.
2.1 "Профиль прутка"
"Цвет" - Черный, тут ваш цвет , не на что не влияет кроме картинки.
"Диаметр" - 1.75 мм, самый популярный размер, у вас скорее всего такой же , смотрите описание катушки с пластиком которую купили.
"Экструзионный множитель" - 1, тут будьте внимательны, т.к. параметр индивидуальный, сильно влияет на качество печати, еще может зависеть от скорости печати, для больших скоростей его могут завышать. Как подобрать, описал статьей раньше, первоначально подбирал, печатая такие вот кубики,
выбирая идеальные по качеству варианты без переэкструзии и недоэкструзии.
"Температура" - для моего PLA
"Сопло: Первый слой " - 215 °C "Сопло: Последующие слои " - 215 °C
"Стол: Первый слой " - 60 °C "Стол: Последующие слои " - 60 °C
Скажу сразу, купленный черный PLA KINGROON очень цепко держался за стол и не отваливался, пока стол не остывал, никакие доп. жидкости для лучшего прилипания с ним не потребовались, кроме редкого применения спрея-обезжиривателя (подбирайте любой, который вам понравится, это не реклама, просто ссылка на то, что покупал).
2.2 "Охлаждение"
"Вентилятор включен всегда" - v
"Автоматическое управление охлаждением " - выключено
"Скорость вентилятора" - 100%
"Скорость вентилятора при печати мостов" - 100%
"Не включать вентилятор первых" - 1 слой
"Полная скорость вентилятора на слое" - 2
Остальные параметры без изменений.
2.3 "Дополнительно"
"Тип прутка" - PLA
"Максимальная объемная скорость" - 15 мм²/с, подбирается тестами, чтобы экструдер успевал плавить и выдавливать пластик без пропусков, у меня получалась 18-19, сократил до 15, чтобы не насиловать принтер и гарантированно получать хороший результат.
Остальные параметры не менял.
2.4 "Переопределение параметров прутка"
"Высота подъема" - 0,2 мм, позволяет поднимать пруток при перемещении, чтобы меньше чиркать и задевать уже напечатанное.
"Длина отката" - 0,5 мм, "Скорость извлечения при откате" - 45 мм, параметры отката подбираются тестами, нужны чтобы было меньше "соплей" и "паутины"
В этом пункте параметры имеют приоритет над такими же в меню настройки принтера.
2.5 "Пользовательский G-код"
Тут ничего не потребовалось менять, т.к. значения после тестов Pressure advance были проверены и совпали с значениями в конфигурационном файле Klipper printer.cfg моего принтера.
3. Меню "Настройки печати"
Добрались до самого интересного, тут подбор параметров был самый долгий, буду рассматривать настройки под обычные модельки, где не нужна супермегапрочность, точность и детализация.
3.1 "Слои и периметры"
"Высота слоя" -0,2 мм, 50% от диаметра сопла.
"Высота первого слоя" -0,28 мм, немного больше, чтобы компенсировать неровности поверхности стола.
"Периметры" - 2, чем выше нужна прочность, тем больше нужно, минимум 2, лучше 3.
"Сплошных слоев Сверху " - 2; "Сплошных слоев Снизу " - 2, тут минимум 2, лучше 3, то же влияет на прочность модели.
"Минимальная толщина оболочки Сверху " - 0,8 мм
"Минимальная толщина оболочки Снизу " - 0,8 мм
"Дополнительные периметры при необходимости" - отключено, при включении в некоторых случаях позволяют улучшить качество неровных поверхностей, при обычной печати замедляют скорость.
Позиция шва - куда автоматически слайсер попытается определить шов на модели, если его место вы явно не указали на модели. Сам часто использую "Ближайшее" если шов не нужно прятать в модели.
3.2 "Заполнение"
В данном разделе настраиваете, насколько модель будет плотная и прочная, чем меньше заполнение и проще и быстрее печатается, тем выше общая скорость печати.
Для начальных моделей вполне хватает 15% заполнения и прямолинейного шаблона заполнения, если всё настроено корректно, нет переэкструзии, в большинстве случаев для PLA использовал именно такой шаблон.
Для повышения скорости можете попробовать изменить параметр "Объединить заполнения каждые " N слоев.
Если нужно повысить прочность без увеличения общей плотности заполнения используйте "Дополнительно " - "Сплошное заполнение каждые" N слоев, т.е. каждый N у вас будет сплошной, если N=1 то будет 100% заполнение.
3.3 "Юбка и кайма"
Здесь для того, чтобы подача филамента через сопло вышла на рабочий режим, настраиваем кайму, она печатается обычно с внешней стороны до начала печати модели. Смещение каймы выставляем так, чтобы она не прилипала к модели, если выставить близко, как в примере ниже, кайма уже начинает играть роль юбки. Если основание модели недостаточно для удержания ее при печати, используем то число слоев юбки, при котором модель не будет отрывать при печати. Использование юбки и каймы увеличивает общее время печати, поэтому желательно их использовать в минимально необходимых количествах, или одно, или другое, варианты, когда нужно использовать сразу и то, и другое, очень редки.
3.4 "Поддержка"
Поддержку включаем только для тех моделей, где она действительно необходима. В идеале лучше сами прорисовывать там, где она нужна, и ограничивать там, где она не нужна. Лишняя поддержка — это лишний расход материала и снижение общей серости печати. В примере ниже она отключена, на практике чаще всего использую органический стиль.
3.5 "Скорость"
Настройки скорости подбирались экспериментально, для PLA у меня получились значения, как на скриншотах ниже, при них на большинстве моделей была качественная печать при достаточной скорости, можно, конечно, быстрее, но тогда качество в некоторых случаях страдало.
Для того чтобы модель хорошо прилипла к столу и первый слой получился максимально хорошим, а от него многое зависит, этот слой нужно печатать без обдува с маленькой скоростью.
3.6 "Дополнительно"
В данном пункте менял только ширину экструзии, значения выбраны исходя из диаметра используемого сопла, для стандартного, идущего в комплекте, значения ниже вполне рабочие.
4. Меню "Стол"
Здесь можно выбрать настроенные профили, поддержку и заполнение, но этой вкладкой не пользуюсь, т. к. все настройки можно выбирать в других вкладках, а обычно к каждой модели нужно что-то индивидуально подстраивать.
Заключение.
В итоге у меня с такими настройками стабильно получались неплохие качественные модельки при печати PLA. Друзья, получившие новые ELEGOO Neptune 4 Pro, также воспользовались этими настройками и смогли сразу качественно печатать и подстраивать уже точечно под свой пластик.
Далее перешел к пластику PETG, его решил использовать как основной материал, но оказалось, при всей похожести с PLA там есть свои нюансы и сложности, но об этом уже в следующей статье про PETG и Orca Slicer.