Лазерная сварка, один из наиболее современных и технологичных видов сварки, нашедший широкое применение в самых различных отраслях российской и мировой промышленности: от металлообрабатывающей, аэрокосмической или судостроительной до изготовления ювелирных украшений, и соединения разнородных материалов.
Название «Лазер» является по сути аббревиатурой обозначения самого процесса получения лазерного луча или «Light Amplification by Stimulated Emission of Radiation» (“усиление света посредством вынужденного излучения” или L.a.s.e.r.)
Лазерная сварка (LBW) относится к термическому классу сварочных технологий наряду с плазменным, дуговыми электронно-лучевым (лазерная и электронно-лучевая имеют термический кпд примерно 0,484) видами сварки.
Протекание процессов в лазерной сварке, ввиду специфичности источника нагрева базируется на трех основных параметрах лазерного излучения:
- когерентность характеризуется постоянством разности фаз электромагнитных колебаний лазерного излучения в различных пространственных точках пучка, а следовательно неизменностью формы волнового фронта на все протяжении временного отрезка. Лазерное излучение имеет временную и пространственную когерентность.
- монохроматичность характеризуется излучением светового потока с достаточно небольшим диапазоном длин волн (определяется соотношением спектральной ширины контура излучения к центральной частота контура);
- направленность характеризуется очень малым рассеиванием светового луча (условно соответствует одной угловой минуте) в результате строгой направленности распространения его фотонов, при его движении от источника к свариваемому изделию, с крайне небольшой потерей интенсивности лазера.
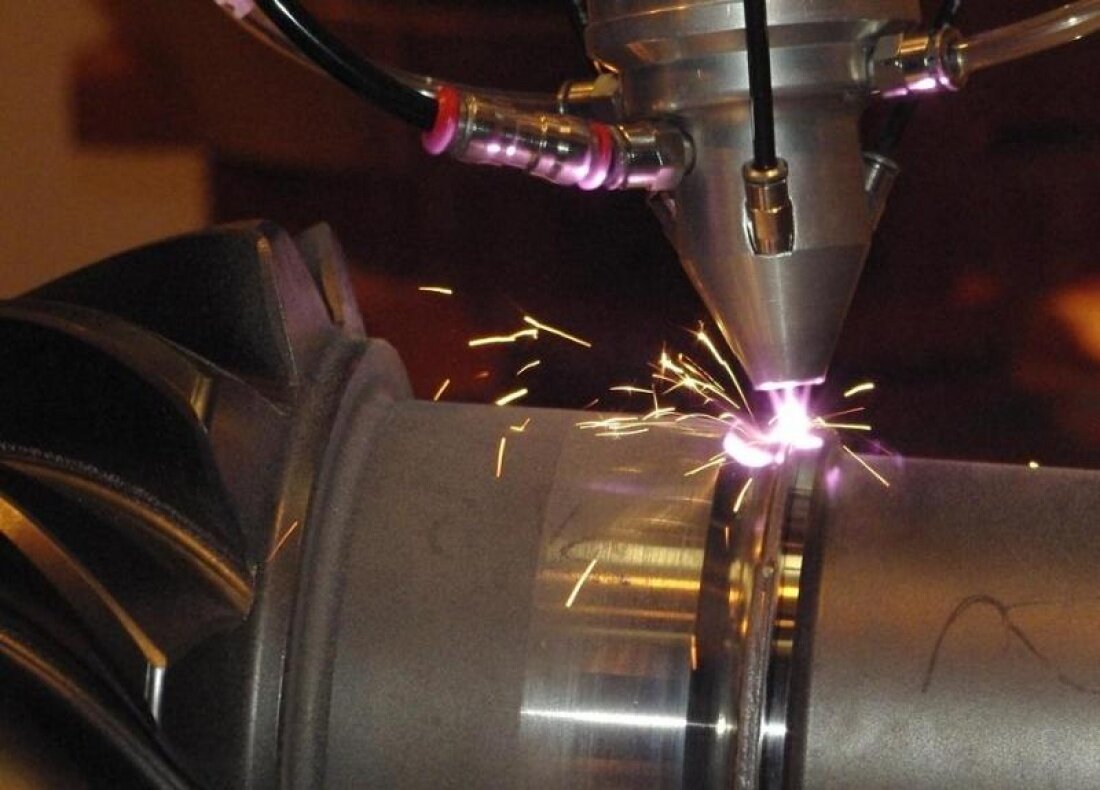
💬Для нагрева рабочей зоны LBW использует энергию направленного лазерного излучения (концентрированный световой поток) с высокой плотностью энергии от 1 до 10мВт/см2, сфокусированный на относительно малой области воздействия от 0,1 до 12мм.
💬Величина плотности светового потока и размеры зоны облучения способствуют тому, что процессы нагрева соединяемых деталей, формирования сварного шва и последующего охлаждения, протекают при высоких скоростях (до 90-110м/ч), чем при обычных видах сварки плавлением.
💬Быстрое протекание процессов в совокупности с локализацией зоны плавления вокруг лазерного луча способствуют снижению теплового воздействия как на сам шов, так и на зону термического влияния, снижая риск возникновения разупрочнения, деформации и образования как горячих, так и холодных трещин. Кроме того материал в зоне сварки не подвергается процессам окисления.
💬Воздействие сфокусированного лазерного излучения характеризуется феноменом «кинжального» (глубокого) проплавления с соотношением ширины к глубине шва примерно 1:10, то есть сварной шов получается глубоким и узким, и по этому признаку принципиально отличается от сварных швов других видов сварки.
💬Помимо сварки металлов и их сплавов LBW позволяет соединять разнородные материалы, в том числе те, которые невозможно или крайне затруднительно соединить, как например сварка боросиликатного стекла с нержавеющей сталью, алюминием, титаном или сварка стекла, термопластов, алмазов, керамики;
💬За счет системы зеркал и фокусирующих линз, возможно производить сварку бесконтактным способом на значительных расстояниях, например труднодоступных и малогабаритных местах, под водой и в экранированных камерах.
При лазерной сварке не выделяется рентгеновское излучение и не создаются продукты горения, нет требуется дополнительных сварочных материалов, флюсов, присадок, что делает этот метод высоко экологичным.
Основоположниками лазерной сварки считаются Теодор Майман (1960 год, США) и, независимо работавший от него, Леонид Хазов (1961 год, НПО ГОИ им.Вавилова, СССР), чьи работы в свою очередь основываются на трудах Планка, Энштейна, Тануса, Басова и Прохорова.
При всей своей значительности финансовых вложений, технологической сложности сварочных процессов, качество и характеристики лазерной сварки нельзя повторить ни одним другим способом. И поскольку лазеры становятся всё более мощными и энергоэффективными, будущее лазерной сварки, безусловно, радужное!
🙂 СОВСЕМ СКОРО МЫ ВАС ПОРАДУЕМ НОВЫМИ ПОЛЕЗНЫМИ СТАТЬЯМИ
СЛЕДИТЕ ЗА ОБНОВЛЕНИЯМИ!