Давно хотел обзавестись мелкими накатками для настольного токарного станка. Они не так часто нужны, но бывают случаи, когда надо сделать мелкий винт с мелкой накаткой, а возможности нет. Раньше мне было не найти подходящий ролик в продаже. Сейчас с развитием различных маркетплейсов и сетевых магазинов всё стало гораздо проще.
Сейчас, параллельно работам с моделью, я взялся за изготовление клентевалки. Понадобилось выточить небольшие бронзовые винты с накаткой. Это и послужило толчком для очередного поиска подходящих накаток для миниатюрного токарного станка.
Критерии поиска простые - мне нужны самые маленькие колёса с самым мелким шагом. Чтобы можно было прокатать профиль на мелком станке без значительной нагрузки на ходовые гайки суппортов.
На всехинструментах я нашёл самые мелкие ролики с размерами 15 х 4 х 4 мм. Прямые, косые с шагом от 0,4 мм, а также сетчатые с углублённой ячейкой и с выпуклой.
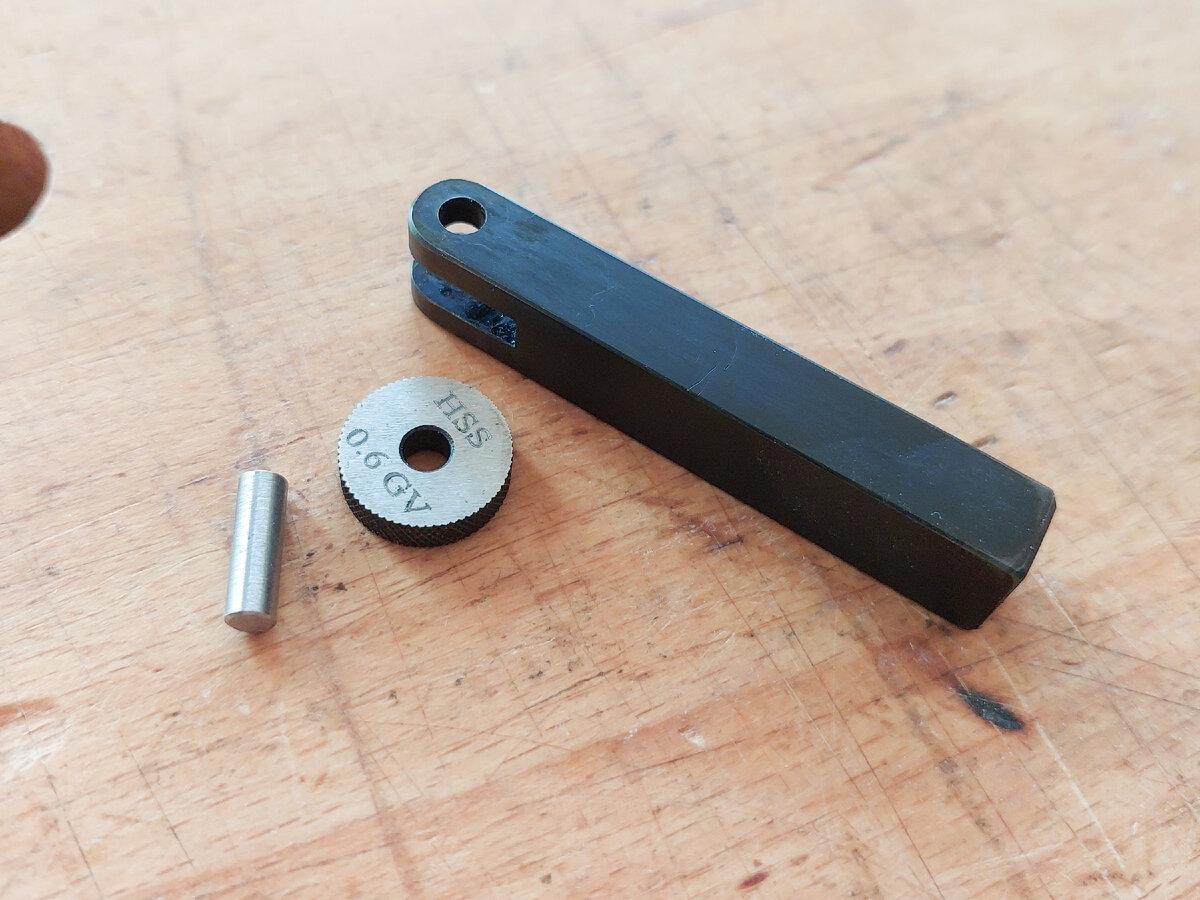
Заказал на пробу колесо с сетчатым профилем 30 градусов, углублённые ячейки, шаг 0,6 мм. Такой профиль имеет аббревиатуру GV. Стоимость у колёсика диаметром 15 мм из Р6М5 тысяча с лишним.
Интересно было попробовать накатку сетчатого профиля одним роликом. До этого я делал такую накатку двумя роликами с косым разнонаправленным профилем на большом станке ИЖ 1И611П.
Получил накатку и сразу сделал державку сечением 10 х 10 мм из старого резца 12 х 12 мм. Просверлил осевое отверстие на 4 мм, затем отфрезеровал паз под колесо.

Державку зачернил в масле.
Ось сделал из хвостовика сломанного двухстороннего сверла 4 мм, которое обычно используют для сверления листового материала под заклёпки. Ось забилась плотно, никакой фиксации дополнительной я не стал делать.
Пробную накатку я решил сделать на бронзовой заготовке большого диаметра с небольшим пояском. Ширина пояса составляла примерно половину от ширины колеса накатки. Процесс накатки прошёл на пониженных оборотах (100 об/мин) в приемлемом режиме. Т.е. станок не перенапрягался, чрезмерного давления на суппорт я не оказывал.
После большого диаметра попробовал на диаметре около 8 мм. Также половину рабочей части колеса прокатал и решил провести его вдоль оси вращения в сторону патрона. По привычке с двухроликовой накаткой. Но, как оказалось, методом протяжки одноколёсная сетчатая накатка не работает. Рисунок сбился и замялся.
Попробовал произвести накатку на всю ширину колеса - 4 мм. Ожидаемо, крохотному станку такую ширину взять уже тяжело. Поэтому я решил остановится на ширине прокатки в 2 - 2,5 мм и сузить рабочую часть колеса шлифованием.
Зажал колесо накатки и бормашинкой установленной в резцедержатель токарника выполнил шлифование.
Накатка получилась 2,5 мм шириной, Её можно использовать на мелких винтах как одним поясом, так и двумя с проточкой между поясами.
Операция накатки довольно сильно снижает ресурс станка. Основная нагрузка приходится на винт и гайку поперечной подачи. Они справляются со своей задачей. А вот механизм крепления поворотного суппорта, на который устанавливается резцедержатель, необходимо доработать. Дело в том, что поворотный суппорт фиксирует один винт М6 по оси вращения. И при оказании на него усилия он просто поворачивается. Если в обычных токарных операциях этого не происходит, то при выполнении накатки суппорт начинает поворачивать.
Я решил добавить винт между суппортами, чтобы исключить проворачивание и зафиксировать поворотный суппорт относительно поперечного под 90 градусов.
Выставил угол, зафиксировал осевым винтом суппорта и просверлил сквозное отверстие диаметром 2,5 мм и нарезал резьбу М3.
Верхний, поворотный суппорт - легкосплавный. Нижний, поперечный - стальной. После установки дополнительного винта проворачивания прекратились.
Заказал еще два колеса с такими же размерами. Одно с сетчатым профилем, но выпуклыми ячейками (GE), втрое колесо с прямым рифлением шагом 0,6 мм.
Державку для них планирую использовать ту же, ось выколоткой выбивается, ставится другое колесо и ось забивается.
Также сошлифовал с них половину рабочей части и обкатал на той же пробной заготовке большого диаметра, чтобы наглядно была видна разница в профиле.
Прямая накатка оказалась бракованная - у неё нарушена соосность посадочного отверстия и наружного диаметра накатки. Да и шаг крупноват, заказал еще прямую с шагом 0,4 мм. Соосность теперь буду проверять при получении.
После шлифования накаток промыл патрон и суппорта в бензине.
В будущем хочу изготовить сжимающуюся накатку с двумя роликами, чтобы снять нагрузку с суппортов. Имеющиеся в продаже слишком велики для настольного токарника. Я сделаю под такие же колёса 15 х 4 х 4 мм. Но с её помощью можно будет накатывать только сетку с выпуклой ячейкой ( первый прокатанный профиль на пробнике ). Мне же больше всего понравилась сетка с вдавленными ячейками (GE).
В заключение хотелось бы отметить, что диаметр заготовки должен соответствовать выбранной накатке - её шагу. Диаметр вычисляется по формуле: D = (N * P) / π. Где D - диаметр заготовки, N - количество зубьев, а P - шаг. Чем меньше диаметр заготовки, тем точнее должен он должен быть подготовлен к накатке, чтобы не сбивался шаг.
Спасибо, что дочитали статью до конца!
Подпишитесь 🔔 на канал, чтобы не пропустить новый выпуск.
Спасибо за внимание и до встречи на канале!