Литье с закладными — это необычный процесс, требующий особого внимания как на этапе разработки пресс-форм, так и в процессе отливки готовых изделий. Чаще всего в качестве закладных используются металлические закладные, и каждая металлическая деталь имеет свои допуски. Но как быть с закладной, изготовленной из дерева? А если это довольно массивная заготовка, да ещё и из древесной плиты, которая имеет поры и мелкие полости, что влияет на равномерность проливания изделия по кромке? Если материал будет затекать в полости, то будет недолив; если материала будет много, то он начнёт повреждать заготовку по кромке — покрытие столешницы начнёт вспучиваться (вздуваться) по краям под воздействием горячего пластиката.
В один день к нам обратился клиент, который хотел изготавливать столешницы, облитые пластиком по кромке. Образцы закладных были, готовность отправить несколько эталонных образцов в Китай на завод тоже. Изначально с клиентом шли переговоры не только на поставку пресс-формы, но также обсуждалось размещение литья на нашем производстве. Клиент приехал к нам, показал эталонный образец, обсудили дизайн. Наш конструктор подготовил 3D модель будущей столешницы и предложенный дизайн был согласован с заказчиком.
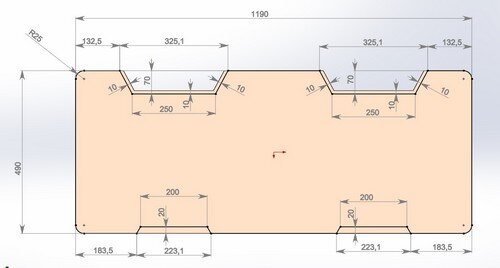
Далее было подготовлено техническое задание, согласованы условия работы и подписан договор. В нашем распоряжении осталось 3 эталонных образца размером 1190 мм х 490 мм.
Образцы необходимо было доставить в Китай, совместив это с посещением заводов на юге Китая. Посещение заводов лежало на плечах Директора и Технического директора. Предварительно мы получили квотации пресс-формы на нескольких заводах из разных провинций.
С провозом столешниц, точнее образцов, через границу проблем не было. Вопросов у таможенников ни с той, ни с другой стороны не возникло, хотя и выглядел такой багаж весьма странно. Поездка по Китаю началась с посещения Гонконга. В аэропорту Гонконга нашу делегацию встретил менеджер одного из заводов — Майкл. Загрузили весь багаж, включая столешницы к нему в машину... По аэропортам и по ж/д вокзалам столешницы таскал на себе технический директор. В Шеньчжене наших директоров должен был встретить представитель одного из южных заводов. Встречающей оказалась хрупкая китайская девушка, которая прихватила на встречу свою подругу. На вокзале было сложно найтись, да еще и со столешницами на руках... Время было уже позднее, а гостиница не забронирована. Китаянки посовещались и с горящими глазами заявили — «Мы знаем куда!». Добрались до гостиницы на такси. Вот только свободных номеров в ней не оказалось. Девчонки нашли ещё пару гостиниц в пешей доступности. В пешей-то пешей, но вот только не со столешницами на руках. Время уже далеко за полночь, такси поймать не получается. Тогда девчонки нашли велосипед (никто не помнит откуда он взялся, но, скорее всего, прокатный). Водрузили столешницы на велосипед и тут началась борьба за то, кто поведёт велосипед. Ну не мог техдиректор смотреть, как хрупкая девушка толкает велосипед с грузом. А китаянки, со своей стороны, не могли позволить, чтобы иностранцы, приехавшие к ним на завод, тащили такие тяжести самостоятельно. Так и стояли, спорили посреди улицы. Хорошо, что в итоге гостиница оказалась совсем недалеко и там были свободные номера. Утром предстояло посещение заводов и переговоры по стоимости пресс-формы.
Те цены, которые дали южные заводы, показались просто заоблачными, и мы решили обратиться к нашим уже проверенным заводам в городе пресс-форм Тайчжоу. Таскаться дальше по Китаю со столешницами не очень-то хотелось, тем более что впереди в южной части у нас было ещё несколько дней на посещение заводов-производителей вертикальных и горизонтальных ТПА. Мы всегда посещаем заводы лично перед началом сотрудничества. Директор попросил один из заводов отправить столешницы службой доставки по Китаю.
Наш постоянный партнер по производству пресс-форм дал адекватную цену и объяснил своё видение конструктива ПФ, дал рекомендации по необходимым изменениям в закладной (несквозные отверстия для крепления закладной в ПФ с тыльной стороны, чтобы она не выпадала при раскрытой ПФ). Кстати, на южных заводах никто ничего объяснять не стал. Выбор был очевиден.
После проведения Т0 было выявлено, что китайцы изготовили бурт в сечении 2х2 мм вдоль кромки столешницы для более плотного её прилегания к полости ПФ, который ломал поверхностный видовой слой столешницы. Это было устранено до Т1.
Технические параметры пресс-формы «Столешница»
Тип канала- Горячий
Количество точек впрыска- 4
Количество гнезд- 1
Гарантийное количество смыканий- ПФ300 000
Материал изделия- ПЭНД
Усадка материала, %- 1-2,5
ПТР материала, гр/10 мин- 2-5
Далее столкнулись с тем, что отправка партии закладных в Китай либо стоила как «чугунный мост», что не устраивало клиента, либо была невозможна из-за таможенных проволочек и из-за объёма партии. Те две закладные, которые были героически привезены на спине технического директора, были уже неоднократно использованы на Т0 и на Т1 (закладывались, обливались, затем пластик срезали и всё по новой) пришли в негодность. Наш завод предложил изготовление закладных на мебельном заводе в том же городе по чертежам заказчика. Только материал, из которого были изготовлены закладные был ДВП, а у закладных клиента ДСП. У этих материалов разные физические характеристики (плотность, структура и т. д.).
Также возникли проблемы с доставкой первой отливки. Мало того, что она шла более месяца, она пришла сломанная пополам, поверхность была в масляных пятнах (так как структура ДВП более гигроскопична). Всё это вызвало большое недовольство со стороны клиента.
И вот, когда мы получили годное для дальнейшей эксплуатации изделие, выяснилось, что клиент приобретает заготовки у разных изготовителей, и разница в толщине доходит до 1,2 мм. Интересный момент — завод свои обязательства выполнил, изготовив ПФ, производящую изделия при заданной толщине закладной. Клиент не сообщил о такой значимой разнице в толщине закладных элементов столешниц. Казалось бы, клиент сам виноват... но раз есть проблема, то нужно ее решать. ПФ была отправлена в Россию, а за время доставки были предложены и продуманы разные варианты решения возникшей проблемы.
Возникли проблемы с подбором материала с необходимым ПТР. После консультаций с химиком-технологом с нашего производственного участка был выбрал материал ПНД с показателем ПТР 30-32. Решив вопрос с материалом, мы приступили к решению основной проблемы, а именно, разной толщины закладных элементов. Путем проб поняли, что если под закладную деталь подкладывать какой-то элемент для компенсации толщины, то деталь проливается лучше. Были варианты на испытании с подкладкой обыкновенной картонной коробки, ПФ начала работать лучше, облой ушел. Потом попробовали в виде компенсационного материала использовать лист паронита и испытания показали, что мы на верном пути.
Но как быть с износом прокладочного материала? Самым верным решением оказалось изготовить стальной лист и установить его на ПФ. Испытаний было много, в том числе долгих по времени. Мы подобрали оптимальные режимы литья. Пресс-форма была сдана клиенту, а после эксплуатации пресс-формы на стороннем заводе, клиент принял решение открыть свое производство и приобрел у нас термопластавтомат. Наши специалисты провели пусконаладочные работы оборудования и обучили персонал клиента.