3D принтер, работающий по технологии FDM представляет собой довольно простой принцип работы: голова, подающая материал, движется по заданным координатам в горизонтальной плоскости, а по завершению печати слоя, поднимается на следующий.
Калибровка
Если вы запускаете 3D принтер впервые после покупки, после долгого простоя, или он попал в ваши руки и ранее вы с ним не работали, в первую очередь необходимо откалибровать стол принтера (поверхность построения).
На современных принтерах средней ценовой категории есть функция автокалибровки, что существенно упрощает данный процесс. Вместе с тем, если поверхность стола имеет неровности, автокалибровка позволяет учитывать их при печати и соблюдать постоянство высоты слоя.
Если автокалибровки на принтере нет, то откалибровать его позволит простой лист бумаги.
- Для начала закрутите регулировочные винты под столом принтера до упора так, чтобы стол максимально опустился в низ.
- Затем при помощи меню настроек дайте принтеру команду приехать печатной головой в нулевое положение по оси Z. Таким образом сопло печатной головы окажется над некоторым расстоянием над уровнем стола, которое принтер будет считать за 0. Благодаря тому, что вы заранее опустили стол при помощи винтов вниз, вы сводите к минимуму вероятность того, что при движении к точке 0 по оси Z сопло печатной головы столкнется со столом.
- Итак, когда по мнению принтера расстояние между соплом печатной головы и столом минимально, можно при помощи регулировочных винтов поднимать поверхность стола до тех пор, пока между столом и соплом не будет плотно проходить лист бумаги. Важно, чтобы лист бумаги в этот момент не был зажат настолько, что он начал бы рваться о сопло, или на нем оставался бы след от сопла. Лист бумаги должен касаться и стола и сопла, но не быть недвижимо зажатым.
Калибровка, как правило, проводится по пяти точкам стола - 4 угла и центр. Вы можете самостоятельно перемещать в эти места печатную голову, задавая в панели управления принтера соответствующие координаты, но в большинстве случаев в меню настроек предусмотрен режим ручной калибровки, при котором печатная голова сама будет подъезжать к некоторым точкам над столом и вам останется лишь откалибровать под ней стол и дать команду движения к следующей точке.
Важно учесть, что калибровка стола это основа качества печати. Вы либо будете чертить соплом по столу, либо материал будет выдавливаться над столом и не будет прилипать к нему. Имейте в виду, что поверхность стола не идеально плоская и это связано с тем, что иногда стол при печати должен быть нагретым (К примеру, для печати материалами ABS, PETG, TPU) и это безусловно влечет за собой температурное расширение. Как правило, центр стола приподнимается относительно углов. Пусть это небольшое расстояние подъема, но и слои при печати зачастую 0.1-0.5 мм. Поэтому настоятельно рекомендую проводить калибровку стола, нагрев его до той температуры, на которой вы предполагаете печатать.
Материалы
Зачастую для печати используются такие распространенные пластики, как PLA, ABS, PETG, TPU (Flex). Материалы для печати в виде прутка, намотанного на катушку, называют филаментом. Постараюсь описать каждый из них в кратце.
- PLA имеет низкую температуру печати (порядка 205-210 гр.), ему почти не нужен подогрев стола (для небольших моделей можно и без подогрева вовсе), он не склонен к дефектам в виде тянущихся излишков пластика от конца одной траектории к началу другой, довольно твердый, не гибкий, хорошо подвергается механической обработке (наждачная бумага, напильник, сверло), весьма хрупкий, особенно со временем из-за воздействия на него лучей ультрафиолета. Пластик точно не для тех изделий, что будут на улице или у окна на подоконнике. Даже, если распечатанная подставка для телефона не часто бывает на свету, со временем её геометрия изменится вплоть до того, что её может свернуть винтом и телефон туда не полезет.
- PETG печатается при довольно высокой температуре (около 235-240 гр.), подогрев стола для него обязателен до 65-70 гр., склонен к великому разнообразию дефектов, для пластика он относительно мягкий (как крышка полиэтиленовой бутылки), гибкий, имеет хорошую прочность на изгиб и разрыв, плохо подвергается механической обработке (если вы решили, что какую-то часть детали напечатаете в плохо качестве и потом доработаете её напильником - фатальная ошибка. Напильник по пластику скользит), на ультрафиолет ему всё равно.
- ABS печатается при высоких температурах (порядка 255-260 гр.), подогрев стола необходим вплоть до 100-110 гр, а вместе с тем и еще одно важное требование этого материала - закрытый корпус принтера. Если у вас корпус принтера открытый (например, Ender 5S-1), то это не значит, что вы не сможете печатать этим материалом. Еще как сможете, но что-то небольшой высоты (до 30-40 мм), либо надевайте мусорный пакет поверх принтера, чтобы создать ему условия изолированного пространства. Довольно твердый, механической обработке подвергается на ура, а вместе с тем и химической - обработка ацетоном это про него. Ацетон растворяет ABS и, соответственно, если в меру, то будет круто. Кто-то делает "ацетоновую баню" для заготовок из ABS, кто-то просто протирает отшлифованную заготовку тряпочкой, пропитанную ацетоном. Так или иначе, это очевидный плюс.
- TPU (Flex) представляет собой мягкий материал, сравнимый на ощупь с резиной или силиконом. Хорошо подходит для печати прокладок и уплотнительных колец сложной формы, каких-либо игрушек. Относительно ABS и PETG это очень мягкий и гибкий материал. Про его механическую обработку лучше забыть, но надежда умирает последней.
Пластикам для печати свойственно набирать влагу. Это может быть незаметно визуально, пока они в катушке, но это серьезно отражается на работе с ними. Во-первых, влажный пластик становится ломким и хрупким (особенно актуально для PLA), он может ломаться буквально от легкого изгиба в трубке, подводящей его к печатной голове. Во-вторых, влага при высокой для неё температуре печати начинает попросту закипать в голове принтера образуя воздушные пузыри внутри, что влечет за собой пропуски материала на выходе из сопла (а это дефект при печати). Поэтому крайне рекомендую сушить используемый пластик раз в 2 недели.
Режимы сушки пластика:
ABS - 80 градусов, от 2 часов
PLA - 45 градусов, от 4 часов
PETG - 70 градусов, от 2 часов
FLEX - 50 градусов, от 4 часов
В масштабах предприятия стоит сушить в сушильном шкафу. В домашних условиях вполне подойдет духовка, но соблюдайте температурный режим, хорошо проветривайте помещение во время сушки. ABS пластик весьма токсичен и дышать разогретым пластиком противопоказано.
Слайсер. Главная страница
Любой материал для печати может показать отличное и отвратительное качество печати, это зависит лишь от настроек печати, калибровки принтера и его исправной работы. Конечно, траектории движения бывают отнюдь не простые и g-code (управляющая программа) является результатом сложных вычислений, но подготовить модель к печати позволяют специальные программы, где не нужно прибегать к таким трудностям.
Для примера настройки параметров печати я возьму ПО Prusha Slicer 2.6.1.
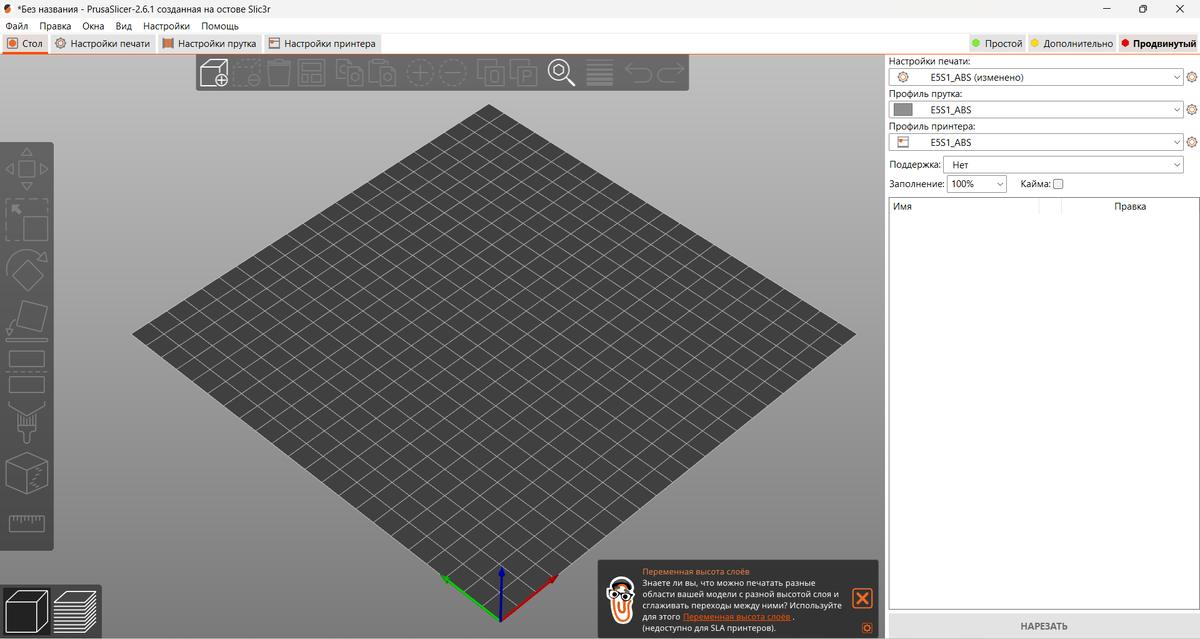
Запуская программу, вы попадаете на главную страницу, где изображена поверхность построения. Она имитирует стол вашего 3D принтера. Здесь вы можете расположить модель оптимальным образом. Также на главной странице есть множество функций:
1 - функция отвечает за позиционирование модели на поверхности построения. Вы можете двигать модель по плоскости, без возможности поднимать её.
2 - масштабирование модели. Оно может производиться как пропорционально всем трём осям, так и относительно какой-либо одной или двух осей.
3 - поворот модели по трем осям.
4 - выбор поверхности, которая будет примыкать к столу. Это удобно, если вы предполагаете расположить модель не в том положении, в котором она была смоделирована. Нет необходимости вращать модель, чтобы установить её какой-либо гранью на поверхность - достаточно просто выбрать её.
5 - функция, позволяющая делать разрез модели параллельно поверхности построения, именно по плоскости осей XY. Если вам необходимо разрезать модель в других плоскостях, то сделать это можно лишь поворотом самой модели перед разрезом. Я хотел бы отметить, что часто модели разрезаются на части не только из-за сложности геометрии, но и из-за больших размеров модели. Модель можно поделить на несколько частей и напечатать каждую отдельно, после чего собрать части при помощи клея. При нарезке большой модели на части, они будут размещаться рядом на поверхности построения и вполне может быть, что большое количество частей выйдет за периметр плоскости. Во-первых, эти части можно удалять без влияния друг на друга, они будут удаляться отдельно. Во-вторых, расположенные на поверхности построения модели можно попросту исключить из расчёта, т.е. не удалять их, а лишь скрыть, таким образом слайсер не будет учитывать их, как модели, которые должны быть напечатаны.
6 - рисование поддержек. Бывают случаи, когда поддержки необходимы лишь в некоторых местах, а не везде, где их автоматически расставит программа. Если у вас появятся претензии к автоматической генерации поддержек - нарисуйте сами :)
7 - рисование шва. Функция, которой определенно стоит пользоваться для достижения хорошего качества печати. Шов это место, где начинается и заканчивается траектория печати (валик). Например:
При такой расстановке швов, как показано выше (они изображены белым цветом), в случае, если внутренний контур будет печататься раньше наружного, то по его завершению сопло печатной головы будет двигаться к следующей точке начала печати через область, где модель отсутствует, где нет какого-либо материала. Это может повлечь за собой тянущуюся нить расплавленного пластика, излишки которого оказались на сопле в момент замыкания шва. Это не беда, конечно... Если у вас модель состоит из одного слоя. По ходу увеличения количества слоев этот дефект никуда не денется и внутри отверстия окажется тонкая стенка из излишков материала. Убрать эту стенку довольно легко. Но ведь её могло и не быть, правда?
Когда между швами есть объем материала, переходя от одного шва к другому сопло будет сглаживать излишки расплавленного пластика. Это благоприятно повлияет на качество печати.
8 - линейка, позволяющая измерять углы, длины ребер, расстояние между точками
9 - вид модели
10 - вид заготовки, нарезанной на слои
Также и на верхней панели главной страницы представлено немало полезных функций:
1 - добавление модели извне (а можно просто перенести из папки на главную страницу)
2 - удалить выбранную модель (а можно просто нажать кнопку Del на клавиатуре)
3 - удалить все модели с поверхности построения (Ctrl+A - Del)
4 - автоматическая расстановка моделей через заданный интервал. Особенно удобно, если вы предполагаете расположить на плоскости несколько одинаковых моделей
5 - копировать
6 - вставить (ну да - ну да, очень удобно)
7 - добавить копию выбранной модели
8 - удалить копию выбранной модели.
9 - разделить на модели
10 - разделить на части (если бы мы знали, что это такое...)
11 - поиск
12 - функция позволяет менять высоту слоев в выбранной области по оси Z
Стоит учесть, что меняться будет высота всего слоя - и контуры, и заполнение. Функция часто пригождается в тех местах, где из-за высокого слоя образуются ступени из слоев на наклонных стенках или скруглениях и высока вероятность сваливания внешнего периметра. В таком случае вы можете снизить высоту слоя в этой области и ступени из слоев станут чаще, а соответственно меньшей длины. С учетом того, что ширина контура всегда одинаковая, это позволит избежать сваливания внешних контуров.
13 - возврат к предыдущему действию
14 - отмена возврата
Слайсер. Настройки печати
Продолжение следует...