(Результаты: вещество. «ХиЖ» 2024 №2)
При трехмерной печати спеканием луч лазера плавит металлический порошок с частичками в десятые и сотые доли миллиметра. Такая послойная печать последовательно и без отходов создает детали сложнейшей геометрической формы. Она, однако, обладает и недостатками. Когда лазер создает движущуюся лужицу металла, существует тонкий энергетический баланс между ее испарением, плавлением и затвердеванием.
Если изменяется форма поверхности детали, то меняется угол наклона луча. Режим плавления из непрерывного превращается в игольчатый, при котором расплав проникает глубже необходимого.
В результате возникают поры и структурные неоднородности детали. Хотя эти дефекты обычно отслеживают по термическим изображениям детали с помощью алгоритмов машинного обучения, они сдерживают применение технологии.
Чтобы преодолеть этот недостаток, лаборатория термомеханической металлургии Федеральной политехнической школы Лозанны во главе с профессором Роландом Логе (Roland Logé) предложила на первый взгляд странное решение — использовать звуковые датчики. Идея состоит в том, чтобы отличить звук регулярной печати без сбоев от печати с дефектами.
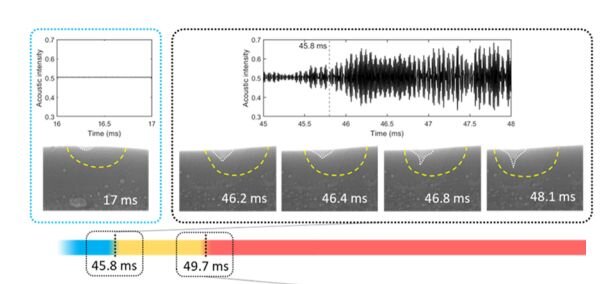
Внутри принтера инженеры помести высокочувствительный микрофон, который по изменению звука отмечал моменты изменения режимов, а значит, появления дефектов изготовления. Оказалось, что при переходе к игольчатому режиму плавления звуковой сигнал растет вместе с увеличением поглощаемого лазерного излучения. Однозначная связь акустических и рентгеновских измерений геометрии расплава позволила создать алгоритм для машинного обучения. После введения в него фильтрации акустического сигнала он дал превосходное временное и пространственное разрешение. Стабильные и нестабильные режимы алгоритм идентифицировал с разрешением в 100 мкс. Это позволило быстро выявлять нежелательные процессы.
Исследование, появившееся в журнале Nature Communications, впервые подтвердило эффективность акустического мониторинга лазерной аддитивной печати и доказало его превосходство над традиционными методами. Исследователи надеются, что новый метод даст возможность применять лазерную печать в самолетостроении, производстве автомобилей и точной инженерной технике. Если научиться выявлять и исправлять дефекты в реальном времени, то повысится качество, а точность и отсутствие отходов дадут экономию ресурсов.
И. Иванов
Остальные статьи из этой рубрики вы можете найти в подборке «Результаты: вещество»
Канал автора: Новости медицины
Благодарим за ваши «лайки», комментарии и подписку на наш канал
– Редакция «Химии и жизни»