Сварка вольфрамовым электродом в инертном газе TIG
Введение

Сварка вольфрамовым электродом в инертном газе (TIG), также известная как газовая дуговая сварка вольфрамовым электродом (GTAW), - это вид сварки, при котором два металла соединяются с помощью не расходуемого вольфрамового электрода. В сварочную горелку подается инертный газ для защиты соединяемых металлов от окисления или загрязнения и образования дефектов. При сварке TIG для получения сварного шва используется нерасходуемый вольфрамовый электрод. TIG-сварка - это высококвалифицированный метод, который используется для сварки различных металлов, включая алюминий, нержавеющую и мягкую сталь.
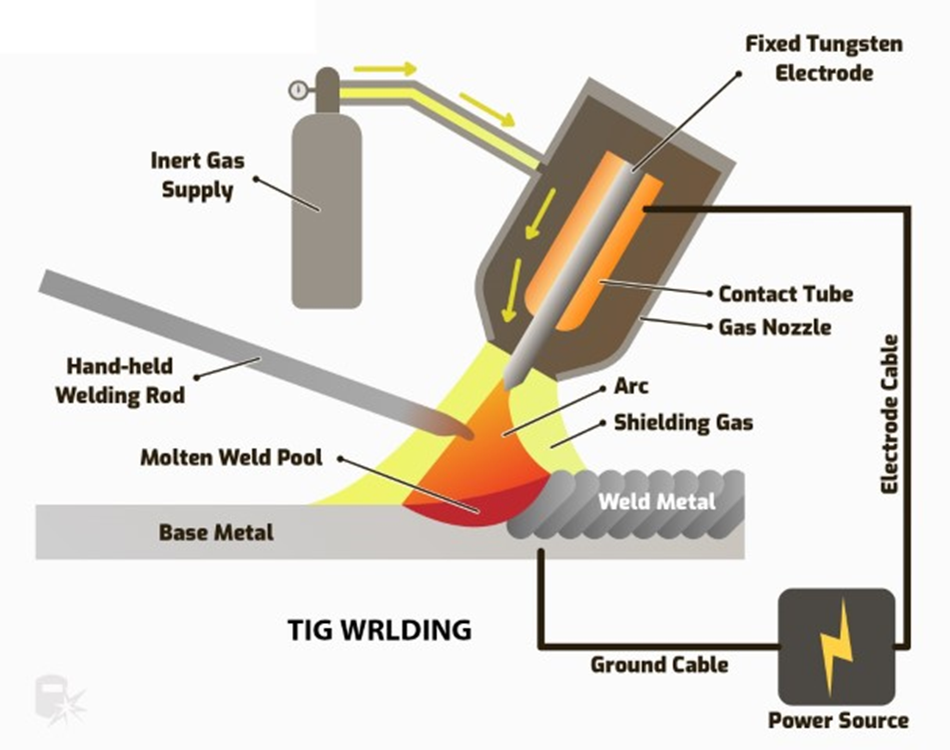
При сварке TIG между вольфрамовым электродом и свариваемым металлом возникает дуга, которая нагревает металл и расплавляет его, образуя сварочную ванну. При необходимости сварщик использует присадочный металл и защитный газ для защиты сварочной ванны от загрязнения. Сварочная ванна защищается инертным газом, например аргоном.
Процесс сварки TIG
В сварочной горелке вдоль сварочной дуги подается инертный газ. Внутри сварочной горелки установлен вольфрамовый электрод, который имеет более высокую температуру плавления, чем большинство металлов. При сварке TIG дуга образуется между острым вольфрамовым электродом и свариваемыми деталями в присутствии инертного защитного газа (например, аргона или гелия). Небольшая интенсивная дуга, создаваемая остроконечным электродом, идеально подходит для высококачественной и точной сварки. В процессе сварки TIG сварщику не нужно балансировать тепловой поток от дуги, поскольку металл, как и электрод, не расходуется.
История TIG-сварки
История сварки TIG берет свое начало в 1940-х годах, когда она стала популярной для сварки нержавеющей стали и цветных материалов, таких как алюминий, магний и медные сплавы. До этого сварка этих металлов была затруднена, так как они быстро вступали в реакцию с воздухом, в результате чего получались пористые, заполненные окалиной швы. В процессе TIG-сварки в качестве защитного газа используется инертный газ, который защищает зону сварки и электрод от окисления и атмосферных загрязнений.
Защитные газы для вставки
Процесс сварки TIG является лучшей заменой простой газовой или дуговой сварки, поскольку он защищает зону сварки от атмосферных газов. Эти атмосферные газы, такие как азот и кислород, после загрязнения приводят к дефектам плавления, пористости и охрупчиванию металла шва. Защитный газ выбирается в зависимости от свариваемого материала, конструкции шва и конечного вида изделия. Аргон или гелий (или их смесь) - основные инертные газы, используемые при сварке TIG. Аргон имеет переменную длину дуги, что помогает предотвратить появление дефектов в сварном шве. Аргоновая защита обеспечивает высокое качество сварки и хороший внешний вид конечного продукта. В то время как гелиевый защитный газ используется для увеличения провара в шве, чтобы повысить скорость сварки. Иногда используется смесь двух газов (гелия и аргона), чтобы получить преимущества обоих. Иногда в особых случаях применяются аргон-водород и аргон-азот. С помощью сварки TIG стало легко производить высококачественные изделия из алюминия для конструкционных применений.
Материалы, используемые при сварке TIG
В качестве основных материалов для TIG-сварки используются алюминий, латунь, бронза, углеродистая сталь, медь, золото, магний, мягкая сталь, никель, нержавеющая сталь, титановая сталь и сплавы этих материалов. В процессе сварки TIG электрод должен иметь правильный диаметр и силу тока. Процесс TIG-сварки меняется в зависимости от используемого материала. Изменения варьируются от размера диаметра электрода до электрической дуги, применяемой в материалах. Следует помнить, что чем меньше сила тока, тем меньше угол наклона наконечника и диаметр электрода. Еще один важный механический инструмент, используемый в TIG-сварке, - сварочная горелка, которая специализируется на плавлении и расплавлении металлов. Она бывает двух типов: первая - TIG-горелка с воздушным охлаждением, используемая для тонкостенных металлов и общих целей, вторая - TIG-горелка с водяным охлаждением, используемая для более крупных проектов. Для сварки TIG требуется стабильный и постоянный ток в качестве источника питания. Это может быть переменный ток (AC) или постоянный ток (DC) в зависимости от типа используемого материала и вида сварки.
Не расходуемый вольфрамовый электрод при сварке TIG
Не расходуемый вольфрамовый электрод используется при сварке TIG. Температура плавления вольфрама достигает 3422°C, что очень высоко по сравнению с другими металлами (например, нержавеющей сталью с температурой плавления от 1400°C до 1530°C). Вольфрам обладает отличными свойствами электропроводности, не расходуясь при этом. Иногда в процессе дуговой сварки в защитной металлической оболочке на наконечнике возникает эрозия. Вольфрамовые электроды демонстрируют лучшие свойства в зависимости от типа сварки. Вот список этих электродов с их свойствами:
1) Чистые вольфрамовые электроды (зеленые электроды) имеют хорошую стабильность дуги при использовании переменного тока. Используются для легких металлов. Они самые дешевые и применяются для задач общего назначения.
2) Торированные электроды (1% ториевых желтых электродов; 2% красных электродов; 3% фиолетовых электродов) Обладают высокой токопроводностью и дольше сохраняют форму наконечника.
3) Лантанированные электроды (1% черных лантановых электродов, 1,5% золотых электродов, 2% синих электродов) Это нерадиоактивные электроды, легированные оксидом лантана. Они обеспечивают отличную стабильность дуги при низкой скорости эрозии.
4) Церамированные электроды (2% серых электродов с церием) Это также нерадиоактивные электроды, легированные оксидом церия. Они обладают отличным пуском дуги, но меньшей токо емкостью.
5) Циркониевые электроды (0,7-0,9% циркониевых белых электродов, 0,15-0,5% коричневых электродов) - эти электроды сочетают в себе вольфрам и оксид циркония, обладают высокой устойчивостью к загрязнению и более длительным сроком службы электродов.
6) Церий-лантановые электроды (розовые электроды) - комбинация цериевых и лантановых электродов, обеспечивающая упрощенное зажигание дуги с длительным сроком службы.
MIG и TIG сварка
Дуговая сварка вольфрамовым электродом (GTAW), или, как ее обычно называют, сварка вольфрамовым электродом в инертном газе (TIG), представляет собой процесс ручной подачи: оператор подает присадочный металл в лужу расплавленного металла. Но в процессе TIG присадочный металл не является электродом. Сварка TIG получается чистой и ровной, но освоить ее может быть непросто. Лучше сначала освоить сварку MIG и перейти на нее, так как автоматизация процесса значительно облегчает обучение. При сварке TIG не образуются брызги, что делает ее более чистой и привлекательной для автомобильной и мотоциклетной промышленности, а также для художников, которые хотели бы, чтобы их сварные швы были частью общего вида изделия. Оператор имеет гораздо больший контроль над всеми компонентами, чем в других системах.
Преимущества и недостатки сварки TIG
TIG-сварка широко используется в различных отраслях промышленности, включая аэрокосмическую, ядерную и медицинскую, для сварки высококачественных и точных деталей.
Одним из ключевых преимуществ сварки TIG является ее точность. Сварной шов можно точно контролировать, что важно для тех случаев, когда требуется высококачественный и косметически привлекательный шов. Сварка TIG также полезна для сварки тонкого металла, который трудно сварить другими методами.
Однако TIG-сварка имеет и некоторые недостатки, один из самых больших - это относительно низкая скорость по сравнению с другими методами сварки. Кроме того, для получения качественных швов требуется более высокий уровень мастерства и опыта, поскольку сварщик должен вручную управлять горелкой, присадочным металлом и защитным газом.
Заключение
Сварка TIG предпочтительнее других видов сварки, поскольку она имеет много преимуществ перед другими методами. Процесс сварки TIG является универсальным, его можно использовать для сварки во всех положениях, он имеет широкий диапазон силы тока и контроля тепла, поэтому его можно использовать для сварки всех толщин и всех типов металла. Он обеспечивает превосходные результаты с точными и хорошо выглядящими сварочными швами с проплавлением. Это лучший метод для сварки алюминиевых и магниевых сплавов, а также таких металлов, как нержавеющая сталь. Он обеспечивает более высокое качество сварных швов по сравнению с другими видами сварки. Его использование стало популярным в промышленности. Он легко поддается автоматизации.