В кузнечно-прессовом производстве инструмент и оснастка является наиважнейшим формующим элементом при производстве любых деталей. Проектирование и производство инструмента для линий поперечно-клиновой прокатки и поперечно-винтовой прокатки требует специализированных знаний и опыта, как теоретического так и практического. Имея опытных специалистов-технологов по проектированию инструмента, технологию предварительного моделирования технологического процесса с расчётом оптимальных параметров, инструментальное производство и участок предварительных испытаний, мы обеспечиваем потребность в поперечно-клиновом (плоском), поперечно-винтовом (трехвалковом) инструменте в полном объеме для станов и линий собственного производства (серии WRL и WRL TS), так же возможно оказание услуг по проектированию и изготовления инструмента для станов Белтехнология и М (только после проведения технического аудита используемого оборудования) .
Сталь инструментальная быстрорежущая Р6М5 имеет повышенную склонность к обезуглероживанию, повышенную вязкость, хорошее сопротивление износу, хорошую шлифуемость. Возможно исполнение инструмента из стали 5ХНМФС.
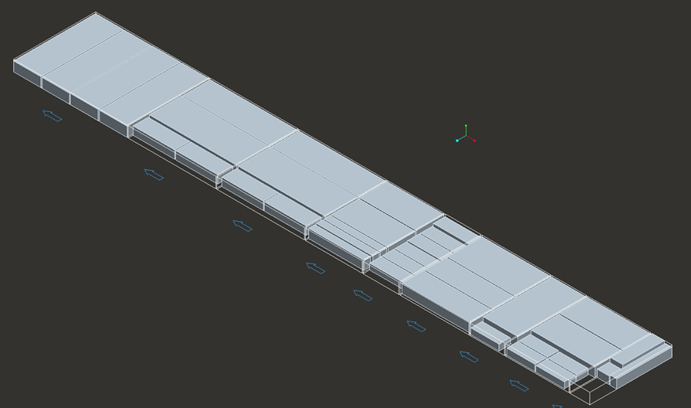
Плоский инструмент имеет сборную конструкцию, состоящую из отдельных клиновых элементов, выполняемых с высокой степенью точности (точность калибровки в пределах 0,02 мм, шероховатость поверхностей калибра после чистового шлифования Ra = 0,2 - 0,6). Общая длина инструмента прокатки в сборе может достигать 3000 мм и более.
Клиновые элементы плоского инструмента поперечно-клиновой прокатки обычно изготавливаются в следующей последовательности:
- фрезерование поверхностей гравюры с припуском под шлифовку;
- фрезерование наклонных поверхностей и выполнение на них рифлений, слесарная обработка;
- термообработка клиновых элементов из стали Р6М5 (ГОСТ19265) на твердость 56-61 HRC;
- шлифование гравюры и посадочных поверхностей;
- возможно восстановление и изготовление новых комплектов инструмента с помощью электроискрового станка;
Типовая маршрутная карта изготовления элементов инструмента ПКП

Испытание и окончательная отладка инструмента на линии поперечно-клиновой прокатки
Окончательная отладка собранного комплекта прокатного инструмента происходит на линии поперечно-клиновой прокатки в состав с индукционным нагревом заготовок.
Для сравнения инструменты поперечно-клиновой прокатки по валковой схеме имеют диаметры валков 500 - 980 мм. Валки диаметром до 600 мм изготавливаются цельными с посадочными отверстиями, определяемыми диаметрами приводных валов прокатной клети, а валки с наружными диаметрами более 600 мм - составными (бандажированными) с целью экономии штамповой стали. В любом варианте изготовление валкового инструмента заготовка для его изготовления выполняется на металлургическом завод по специальному заказу, что удорожает его стоимость и увеличивает сроки изготовления.
Валки (бандажи) изготавливают из штамповых сталей 5ХНМ, 3Х2В8Ф, ДИ23 (5Х3В3МФС) обеспечивающих после закалки твердость 42 - 46 HRC, что значительно снижает стойкость валкового инструмента.
Вместе с инструментом мы передаем Заказчику комплект чертежей на него, а также испытываем инструмент на нашем опытном стане и доводим его до готовности к промышленной эксплуатации. Персонал заказчика может пройти обучение на нашем предприятии, где получит необходимые знания по технологии прокатки, ремонту и шлифовке инструмента и обслуживанию линий поперечно-клиновой прокатки.
Линии поперечно-клиновой прокати используют два типа системы смены инструмента:
- ручной болтвой зажим (время смены комплекта инструмента оператом от 20 мин);
- гидрозажим (время смены от 5 мин) целесообразно внедрение в линию с использованием различной номенклатурой инструментов (от 5 комплектов) на одном стане либо при необходимости максимального сокращения дополнительных работ оператором;
- а - комплект прокатного инструмента (верхний и нижний инструмент);
- б - верхний инструмент;
- в - нижний инструмент;
- г - набор элементов прокатного инструмента
Преимущества инструмента поперечно-клиновой прокатки в плоским исполнением по сравнению с валками.
- Высокая точность прокатки до 6-12 класса квалитета и отсутствие эллиптичности;
- На плоском инструменте эффект Маннесмана менее выражен (меньше на 10-20%) в связи с более стабильным положением площадок контакта детали с инструментом;
- Возможность прокатки несимметричных деталей;
- Более быстрая смена инструмента в ручном режиме 20 мин, с автоматической сменой инструмента до 5 минут;
- Ремонт и повторная обработка инструмента не требует дорогостоящего оборудования;
- Стойкость инструмента с учётом перешлифовок (реставрации) от 1 200 000 до 2 000 000 изделий.
Плоское прокатное оборудование для поперечно-клиновой прокатки заготовок применяют в изготовлении высокоточных деталей сложной конфигурации.
Для обеспечения получения качественных поковок на линиях поперечно-клиновой прокатки необходимо использовать комплексный подход: проектирование, производство, отладка и проведение пуско-наладочных работ инструмента. Для получения качественных поковок важно учитывать состояние и износ линии поперечно-клиновой прокатаки в целом. Как правило станы работают в 2-3х сменном режиме в течение нескольких лет (станы серии WRL и WRL TS выдерживают эксплуатацию в течение 10 лет). Специалисты нашей компании могут провести технический аудит вашей линии поперечно-клиновой прокатки и инструмента с последующим предоставлением заключения о состоянии инструмента, узлов линии для последующей работы. Важно отметить, что станы и инструмент производства нашей компании АМТинжиниринг отличаются от станов компании Белтехнология и М и не взаимозаменямы по узлам и инструменту. Мы оказание услуг по проектированию и изготовления поперечно клинового инструмента для станов собственной серий WRL, WRL TS, а так же станов серии SP производства Белтехнология и М (только после проведения технического аудита используемого оборудования). Мы не оказываем ремонт станов других производителей в том числе и станов Белтехнология и М. Так же возможно изготовление инструмента по чертежам заказчика (при предоставлении чертежей и 3д моделей), но гарантированное получение поковок возможно только при комплексном подходе: проектирование, производство, отладка.
Если будут вопросы пожалуйста задавайте.
Адрес производства и главный офис: 223054, Республика Беларусь, Минская обл., Минский р-н, аг. Острошицкий городок, ул. Ленинская, 105.
Главные преимущества оборудования выпускаемого нашей компанией:
- Оборудование проектируется и изготавливается в соответствии с индивидуальными требованиями Заказчика.
- Проводим пуско-наладочные работы, обучаем персонал, оказываем гарантийную и сервисную поддержку (удаленно или с выездом специалистов).
- Оказываем обслуживание (шлифовка отрезных ножей, инструмента, создание дублёров инструмента, штампов, рулоноразматывателей, звезд, шестерен, узлов и т.д.), удаленная консультация и диагностика программного обеспечения.
- Обеспечиваем всей необходимой документацией и КД для самостоятельной работы в послегарантийный период.
- Оборудование проектируется в соответствии с требованиями ГОСТ, МЭК, ЕАЭС.
- Нас стоит выбирать если вы рассчитываете на длительную эксплуатацию оборудования и большую загрузку.
t. +375-17-500-31-13
amtengine@amtengine.com
www.amtengine.com