Если у вас есть хорошее понимание конструкции сварочных инверторов и знание возможных неисправностей, то вы сможете самостоятельно отремонтировать эти устройства, несмотря на их сложность. Также возможна оптимизация затрат на профессиональное сервисное обслуживание.
Модели сварочных инверторов могут работать как от бытовой электрической сети (220 В), так и от трехфазной (380 В). При подключении инвертора к бытовой сети необходимо учесть потребляемую мощность. Если она превышает возможности электропроводки, то сварочный инвертор не сможет работать при просаженной сети.
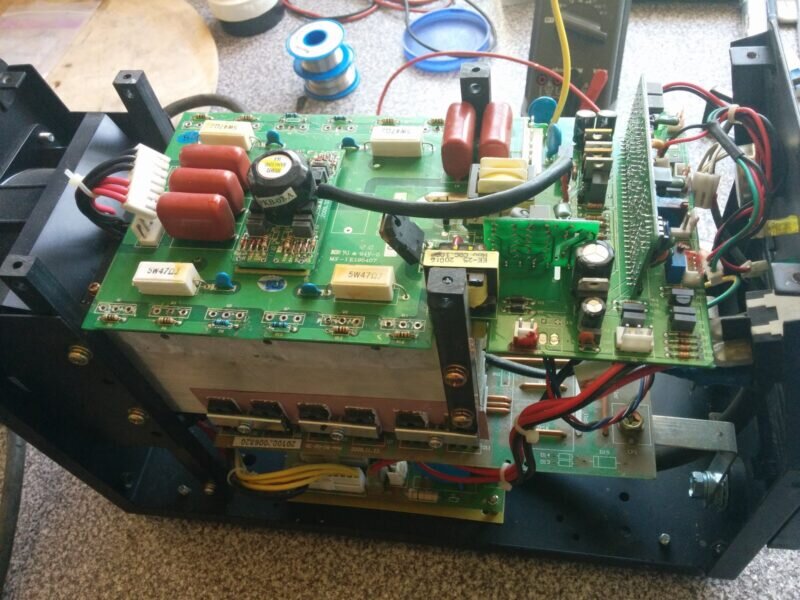
Устройство инверторного сварочного аппарата
На входе электрической цепи инверторного сварочного аппарата расположен первичный выпрямительный блок, включающий диодный мост. Этот блок принимает переменное напряжение из электросети и обеспечивает охлаждение радиатором, оснащенным вентилятором. Термодатчик обеспечивает защиту от перегрева диодного моста путем прерывания цепи при достижении диодами температуры в 90°.
На инверторах осуществляется преобразование переменного напряжения в постоянное. Для подавления помех и сглаживания пульсаций в электрической сети устанавливается фильтр. Он состоит из двух конденсаторов, которые подсоединяются параллельно к диодному мосту. У каждого из этих конденсаторов есть запас по напряжению не менее 400 В и по емкости от 470 мкФ. Применение такого фильтра позволяет эффективно устранить электромагнитные помехи, которые могут возникать во время процессов преобразования тока в инверторе и мешать работе других устройств, подключенных к электрической сети.
Наиболее распространенными типами преобразователей в инверторах являются полумостовые двухтактные и полные мостовые. Полумостовые преобразователи, которые встречаются чаще всего в аппаратах средней ценовой категории, состоят из 2 транзисторных ключей на базе MOSFET или IGBT. Более сложные схемы полных мостовых преобразователей, включающие 4 транзистора, используются в самых мощных и дорогостоящих аппаратах для сварки. Для эффективного охлаждения транзисторов и диодов они устанавливаются на радиаторы.
Установка RC-фильтра перед транзисторным блоком позволяет обезопасить его от возникновения всплесков напряжения. После инвертора используется высокочастотный трансформатор.
В конструкции данного модуля применяется ферритовый магнитопровод, что позволяет уменьшить габариты и вес трансформатора, а также повысить КПД оборудования и уменьшить потери мощности. Например, трансформатор с железным магнитопроводом, способный обеспечивать ток в 160 А, будет иметь массу около 18 кг. Масса трансформатора с ферритовым магнитопроводом, но с теми же характеристиками тока, составляет около 0,3 кг.
Вторичный выходной выпрямитель. Управление работой инвертора осуществляется микропроцессором, который получает информацию от различных датчиков, размещенных во всех узлах аппарата, и управляет операциями.
Благодаря микропроцессорному контролю, сварочный ток для различных металлов подбирается с оптимальными параметрами. Электронное управление также обеспечивает энергосбережение, предоставляя точные и дозированные нагрузки.
Для предотвращения перегорания диодов выпрямителя во время пуска инвертора используется реле плавного пуска, которое снижает ток, протекающий через заряженные конденсаторы.
Проверка компонентов, входящих в состав схемы сварочного инвертора, осуществляется при техническом обслуживании и ремонте. Эти процедуры требуют специальных знаний в области радиотехники и умения работать с различными измерительными приборами, такими как вольтметр, цифровой мультиметр и осциллограф. Так как инверторные аппараты являются электронными устройствами, их техническое обслуживание и ремонт имеют свои особенности, связанные с сложностью их конструкции. Отличие инверторных сварочных аппаратов от других типов заключается в том, что они являются электронными устройствами.
Особенности ремонта инвентарного сварочного аппарата
Во время ремонта инвертора становится сложным или невозможным определить неисправный элемент, вызвавший сбой, из-за особенности его конструкции. Такие элементы, как транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства, находятся среди них. Непрофессионалу может быть трудно заметить налет на плате, который может свидетельствовать о перегоревшем резисторе. В подобных ситуациях необходимо последовательно проверять все детали для решения данной задачи.
Если вы попытаетесь самостоятельно отремонтировать сварочный инвертор без необходимых навыков и знаний в области работы с измерительными приборами и электронными схемами, вы рискуете только усугубить поломку.
Факторы, которые могут привести к поломке
- Неправильный выбор режима сварочных работ и неисправность или неправильная работа деталей устройства. Инструкция на оборудование обычно содержит информацию о распространенных неисправностях инверторов, их причинах и способах устранения. Для ремонта инвертора используется методика выявления неисправностей, где технологические операции выполняются последовательно от самых сложных к простым.
- Влага может проникнуть во внутреннюю часть устройства, если атмосферные осадки попадают на корпус аппарата, что может вызвать неисправность. Также накопление пыли на элементах электронной схемы может нарушить их охлаждение и привести к неисправности. Регулярная чистка внутренней части оборудования необходима, чтобы избежать перегрева элементов и их выхода из строя.
- Ошибки в настройках и неправильная эксплуатация сварочного инвертора могут вызвать различные неисправности. Мы часто сталкиваемся со сбоями в работе инверторов и следующими проблемами.
- Аппарат может не включаться, возможно, из-за неисправности сетевого кабеля. Поэтому первым шагом необходимо проверить каждый провод кабеля с помощью тестера, сняв кожух с устройства. Если кабель исправен, то требуется провести более глубокую диагностику инвертора, возможно, проблема кроется в дежурном источнике питания аппарата.
- Необходимо также строго соблюдать продолжительность включения, указанную в техническом паспорте, чтобы избежать повреждения инвертора. В сильно запыленных помещениях или на строительных площадках инверторы подвержены наибольшему количеству пыли.
- Неправильная настройка силы тока для определенного диаметра электрода может привести к возникновению нестабильности сварочной дуги или разбрызгиванию металла. Если на упаковке электродов не указаны рекомендуемые значения силы тока, ее можно вычислить, используя следующую формулу:
на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
- Также возможна ситуация, когда сварочный ток не регулируется из-за поломки регулятора или нарушения контактов, подсоединенных к нему проводов. Для проверки надежности соединения проводников и проверки регулятора с помощью мультиметра необходимо снять кожух агрегата. Если регулятор исправен, то возможная поломка может быть вызвана замыканием в дросселе или неисправностью вторичного трансформатора, которые также требуют проверки с помощью мультиметра. Если обнаружены неисправности в этих модулях, их следует заменить или передать специалисту для перекрутки.
- Частое большое потребление энергии, даже без нагрузки, может привести к замыканию между витками одного из трансформаторов. В таком случае самостоятельный ремонт невозможен, и трансформатор необходимо передать мастеру для перекрутки.
- Если электрод прилипает к металлу, это может быть вызвано снижением напряжения в сети. Для избежания этого необходимо правильно настроить режим сварки согласно инструкции к аппарату.
Также, низкое напряжение в сети может быть обусловлено использованием удлинителя с проводом малого сечения (меньше 2,5 мм2).
Часто причиной прилипания электрода является применение слишком длинного сетевого удлинителя. В таких случаях можно решить проблему, подключив инвертор к генератору. Если индикатор горит, это может указывать на перегрев основных модулей агрегата.
- Автоматическое отключение аппарата, что является признаком срабатывания термозащиты, происходит. Чтобы предотвратить подобные сбои в работе агрегата в будущем, необходимо соблюдать правильный режим продолжительности включения (ПВ).
Например, агрегат должен работать следующим образом, если ПВ составляет 70%: после 7 минут работы ему должно быть предоставлено 3 минуты на остывание.
И все же, дельный совет от профессионалов. е пытайтесь самостоятельно починить инвентарный сварочный аппарат. Особенно, если вы не специалист. Во избежания окончательной поломки и удорожания ремонта, лучше сразу отнести аппарат в сервисный центр.
_______________________________
Зона Сварки
8 адресов:
Телефон