Человечество всегда стремилось упростить свой труд, и чем больше развивается прогресс, чем сложнее становится оборудование, производимые изделия, производственные и технологические процессы, тем более актуальным становится автоматизация процессов с использованием современных высокотехнологичных инструментов. Это также касается сферы инженерных расчетов с применением CAE пакетов, которые с каждым годом становятся все более функциональными, а моделируемые процессы – более комплексными, требующими большого количества расчетных вариантов.
В этом случае помощником инженера выступают современные программы, позволяющие объединить выполнение сложных расчетов в единую цепочку и автоматизировать процесс подбора оптимальных входных данных с последующими сбором и оценкой полученных результатов. Одним из таких пакетов выступает российское решение pSeven от компании DATADVANCE. Его основные задачи – интеграция различных программных решений, автоматизация расчетов, параметрическая и геометрическая оптимизация, анализ данных, а также предсказательное моделирование с использованием аппроксимационных моделей и машинного обучения, часто используемое при создании цифровых двойников.
В составе комплекса pSeven уже включены блоки прямой интеграции различных CAE и CAD пакетов. Например, можно интегрировать такие пакеты, как ANSYS Workbench, FloEFD, STAR-CCM+, SolidWorks, Siemens NX, КОМПАС-3D и другие. Однако, решение предусматривает возможность включения любого CAE пакета в блок общей интеграции и использования его для последующей работы. Чтобы включить CAE пакет в ПО, необходима возможность запуска расчетной программы в пакетном режиме, а также доступ к чтению и записи текстовых документов или Excel таблиц для задания начальных параметров модели и чтения полученных результатов.
В качестве примера такой возможности рассмотрим интеграцию технологического комплекса ProCAST, применяемого для моделирования литейных процессов, в среду pSeven. Целью эксперимента станет выполнение геометрической оптимизации.
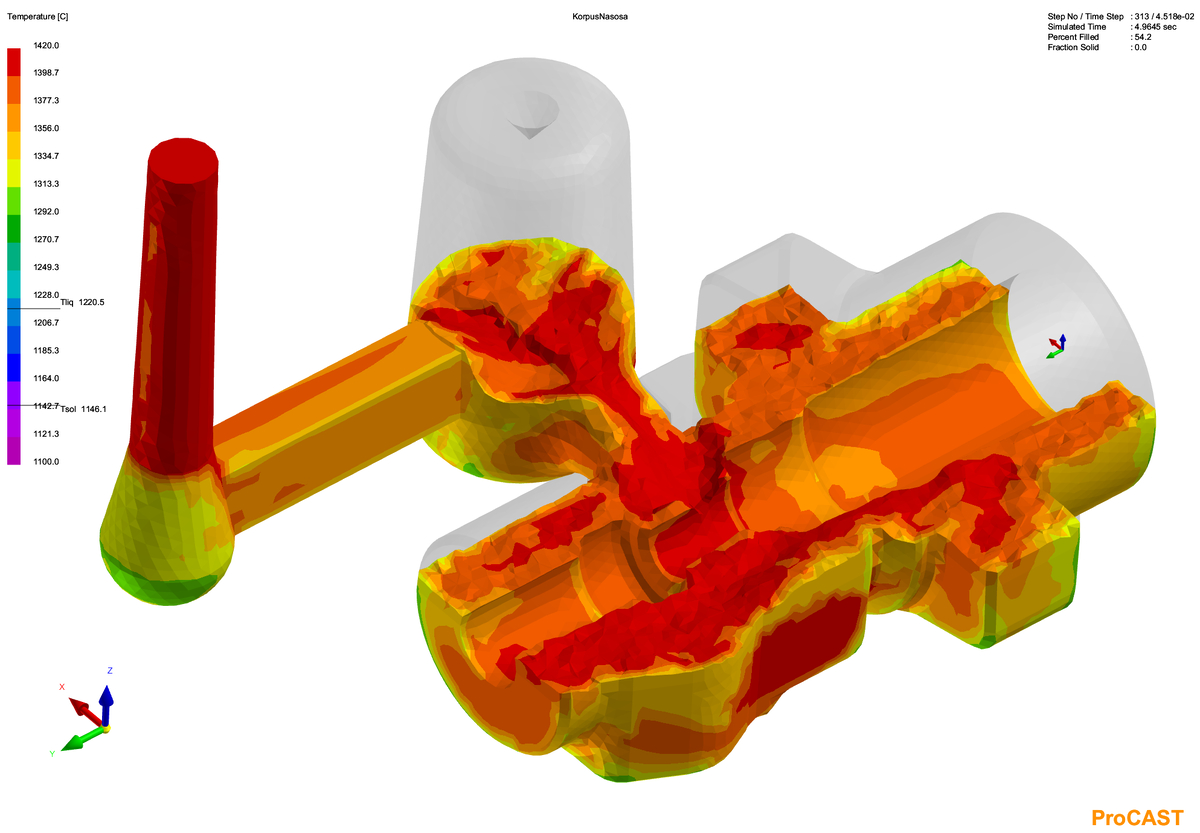
В качестве объекта моделирования выступает отливка «Корпус», изготавливаемая из серого чугуна методом литья в песчано-глинистые формы. Предварительная оценка затвердевания отливки в форме без литниково-питающей системы показала, что тепловой узел в детали смещен в центр, и его возможно пропитать одной прибылью. Перед инженером-технологом в таком случае стоит задача правильного проектирования размеров прибыли: она должна быть спроектирована таким образом, чтобы объема прибыли было достаточно для питания отливки и предотвращения образования усадочных дефектов, но при этом не было излишней траты материала. Иными словами, инженер-технолог должен обеспечить приемлемый выход годного детали.
В классическом подходе такая задача решается путем моделирования нескольких вариантов геометрии литниково-питающей системы с последующей оценкой полученных результатов и подбором подходящих размеров прибыли, подходящего места ее установки, места подвода металла и пр. Такой подход требует больших временных затрат на ручное изменение геометрии, расчетной сетки и задания параметров расчетной модели.
Для автоматической оптимизации соответствующей задачи в pSeven была подготовлена параметризованная геометрическая модель в SolidWorks, которая позволяет независимо изменять размеры для диаметра и высоты прибыли с сохранением положения и постоянной длины питателя и остальной литниковой системы.
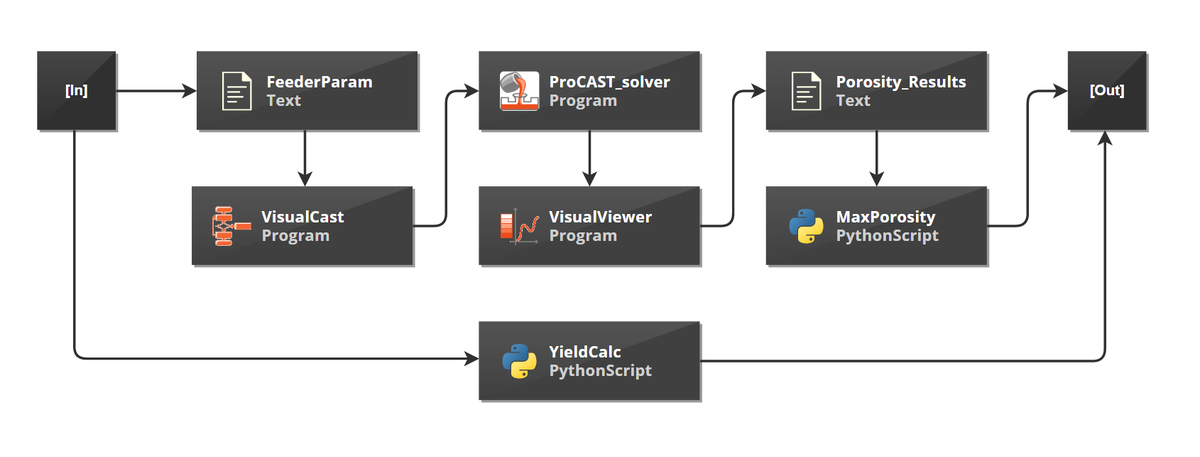
На входе работы специальный блок оптимизации подает значения размеров прибыли, после чего запускается скрипт оболочки VisualCAST, где происходит автоматическая загрузка измененной геометрии, построение сетки по заранее заданными значениями, настройка параметров процесса и сохранение расчетной модели. Затем запускается решатель ProCAST – для выполнения моделирования заполнения формы и кристаллизации отливки с учетом формирующейся микроструктуры. Это необходимо для корректного учета предусадочного расширения чугуна. После завершения расчета блок пост-процессора Visual-Viewer сохраняет полученные значения пористости в теле отливки в отдельный текстовый файл, который считывается оптимизатором качестве отклика модели. Вместе с этим выполняется геометрический расчет объема текущей прибыли и значения выхода годного, который является оптимизирующей функцией.
Задача поставлена таким образом, чтобы оптимизатор в автоматическом режиме изменял диаметр прибыли от 60 до 110 мм, высоту – от 80 до 140 мм и искал оптимальное решение, при котором выход годного получается максимальным, а пористость в отливке не превышает 1 %.
В ходе выполнения оптимизации градиентным методом получены оптимальные значения прибыли – 104 мм для диаметра и 82 мм для высоты. Такие значения не совсем характерны для подобной технологии – как правило, технологи стараются сделать большей высоту прибыли по отношению к ее диаметру. Однако, подробный анализ характера затвердевания показал, что при увеличенном диаметре прибыли уменьшается расстояние между ней и фланцем отливки, что приводит к повышенному перегреву формовочной смеси в этом месте и, как следствие, более длительному затвердеванию металла. В нашем случае это положительный эффект, так как время затвердевания питателя и работы всей прибыли увеличивается. Это позволяет получить меньшую прибыль, чем если бы мы уменьшили ее диаметр и увеличили высоту.
Таким образом, оптимизация процесса с использованием pSeven позволяет автоматизировать процесс поиска оптимального решения с учетом особенностей процесса и значительно упростить работу инженера.