В комментариях к статье «Изготовление шар-баллонов для космических аппаратов» читатели указали, что я не упомянул о работах под руководством С.П.Яковлева из Тулы (Тульский Государственный Университет) и композитные баки высокого давления (КБВД) разработки АО ИСС им. академика Решетнева М.Ф.. А так же понимались вопросы о контроле над качеством изготовления.
В этой статье я хочу исправить эти упущения.
Вначале – о разработках исследователей Тульского Государственного Университета.
Основное направление деятельности С.П.Яковлева – исследования эффекта кратковременной ползучести и разработка технологий изготовления ячеистых и вафельных конструкций с использованием пневмоформовки и диффузионной сварки.
Технологии очень интересны и очень перспективные.
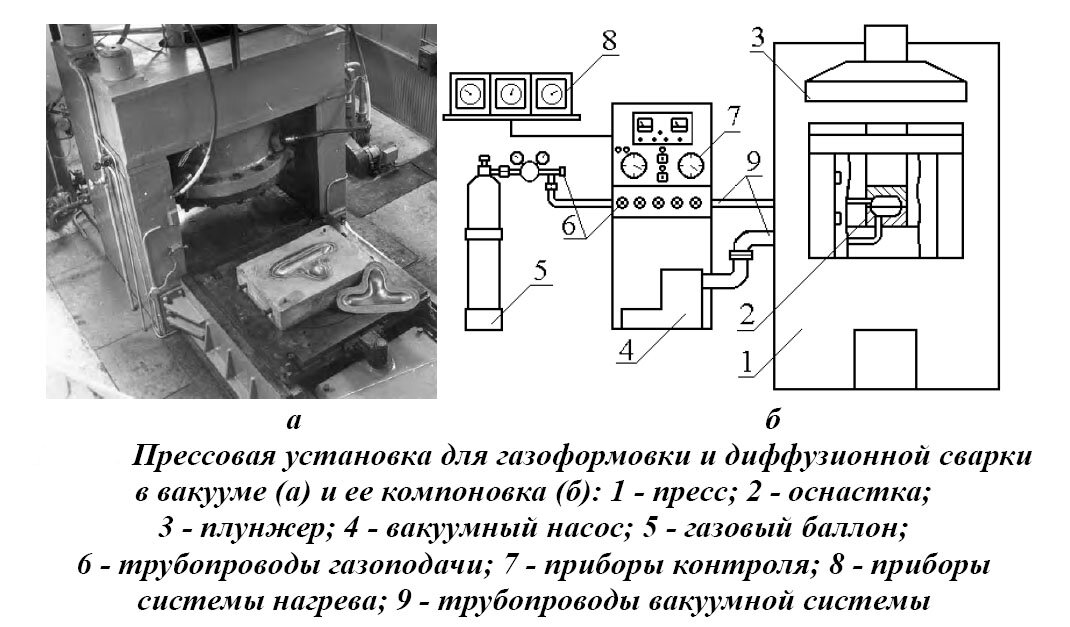
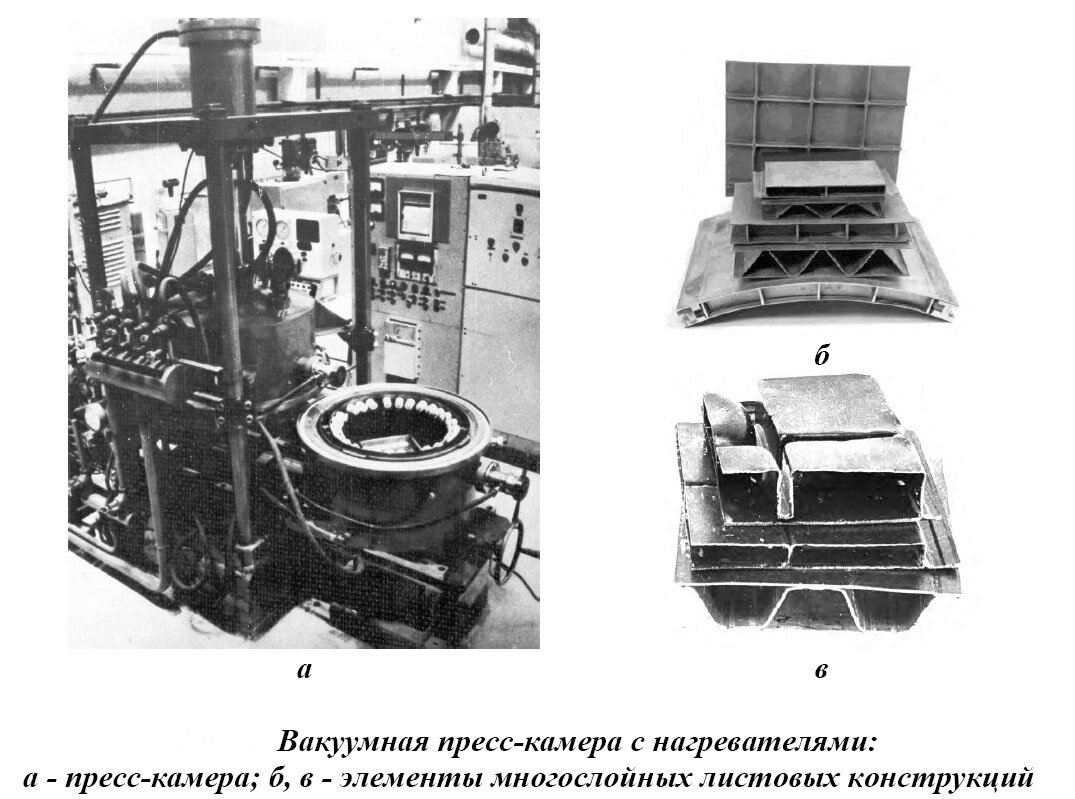
Если честно – я немного не понял, чем кратковременная ползучесть отличается от сверхпластичности – эффекты очень похожие – при определенном сочетании температуры, нагрузки и скорости деформации металл переходит в особое состояние, когда он допускает большие деформации без образования трещин и нагартовки. В Уфе, правда, пнефмоформовку не любят – используют только для «выдувания» деталей с внутренними полостями, предпочитают обработку в условиях сверхпластичности при помощи традиционных штампов. А в Туле – именно пневмоформовка, года листовая заготовка принимает форму матрицы без пуансона – под действием сжатого воздуха.
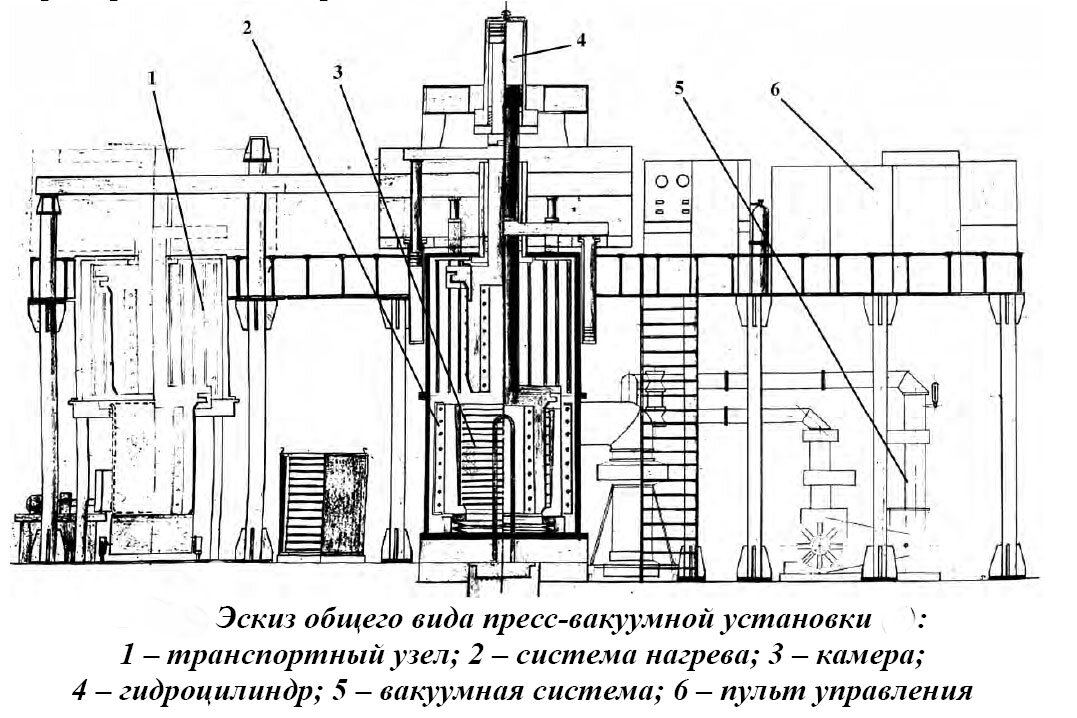
Ниже приведены фотографии оборудования и примеры таких конструкций:
Разработка технологии изготовления шар-баллонов – немного в стороне от основного направления исследований, тем не менее коллектив из Ларина С.Н., Платонова В.И. и Яковлева С.С. совместно с ООО «Вектор» занимались вопросами формовки полусфер из титановых сплавов. Работы закончены в 2014 году, уже после смерти Яковлева С.П. Насколько связаны работы с импортозамещением шар-баллонов – сказать не могу, но несмотря на хорошие результаты, практического применения они пока не нашли.
Опыты производились по пневмоформовке заготовок титановых полусфер из титанового сплава ВТ23.
Чертеж полусферы, фотографии оборудования и примеры полученных полусфер:



Первая итерация – простая пневмоформовка за один переход.
Напомню – при традиционной штамповке из листа требуется 4 переходя с отжигом для снятия напряжений после каждого перехода. Т.е. пневмоформовка в условиях кратковременной ползучести – уже упрощение и удешевление технологии, по сравнению с традиционной.
В результате:
Чуда не случилось - утонение стенки в районе вершины купола более, чем в 2 раза.
Далее – попытка пневмоформовки заранее вытянутой заготовки в виде тарелки. Лучше, но не намного.
Третья (завершающая итерация) – пневмоформовка в два перехода:
пневмоформовка промежуточной заготовки с вкладышем в форму
окончательная пневмоформовка без вкладыша.
Для понимания:
В результат измерения толщины стенки в зависимости от высоты бортика вкладыша:
Как видно – в лучших случаях разностенность не превышает 25%, что является отличным результатом.
Теперь – о КБВД АО ИСС им. академика Решетнева М.Ф.
Композитный Бак Высокого Давления (КБВД) используется для хранения ксенона на космических спутниках.
Ксенон используется в качестве рабочего тела для электрореактивных (плазменных, ионных) двигателей подсистемы корректировки орбиты и довыведения спутника на орбиту.
Строго говоря КБВД – это не шар-баллон, т.к. имеет форму элипсоида.
Конструктивно он состоит из двух тонкостенных эллиптических днищ из титанового сплава, сваренных между собой, и композитной оболочки. Композитная оболочка изготавливается намоткой непрерывной армирующей ленты с нанесением полимерного связующего.
В процессе производства это выглядит так:
Готовая конструкция выглядит так:
При намотке делаются петли, при помощи которых КВБД крепится к вантовому креплению:
В чем смысл такой конструкции?
Неужели армированный пластик способен выдержать давление, больше чем металл?
Нет конечно. Таких давлений, как металлический шар-баллон КБВД выдержать не в состоянии, но зато он легче. И если брать количество ксенона на 1 килограмм веса – он получается эффективнее металлических шар-баллонов:
На 1 килограмм ксенона приходится 70…100 грамм веса КВБД, что намного ниже, чем у альтернативных конструкций.
Ну и последнее:
О контроле и испытаниях шар-баллонов и КВБД.
По ряду причин неразрушающий контроль шар-баллонов и КВБД не применяется.
Основным являются гиро/пневмоиспытания и испытания образцов материала.
Титановые шар-баллоны для ракет-носителей испытываются в криогенной камере в среде жидкого азота жидким азотом:
Шар-баллоны для космических аппаратов и КВБД испытываются при комнатной температуре:
Периодически проводятся «вырезание» образцов для испытаний. Шар-баллон/КВБД при этом, естественно, разрушаются:
Вырезанные металлические образцы подвергается исследованиям на микроструктуру и отсутствие трещин, дефектов, пор.
Вырезанные образцы из оболочки КВБД подвергаются испытаниям на разрыв на «разрывной машине».
Статья «Изготовление шар-баллонов для космических аппаратов»:
Путеводитель по каналу: