Как работает аппарат в углекислотной среде и как выбрать оборудование

Сварочный полуавтомат избавляет сварщика от ручной подачи электрода и процедуры его замены в держателе.
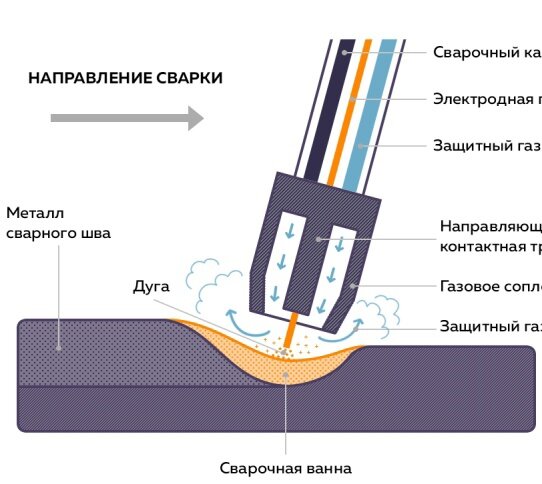
В этом виде оборудования в качестве электрода используется специальная проволока, автоматически поступающая в зону сварки.
Специалист должен только установить нужную подачу, а затем, удерживая необходимое расстояние до поверхности металла,осуществлять продольное движение вдоль свариваемого стыка.
Популярны они у индивидуальных предпринимателей и домашних мастеров, т. к. приобрести подобный полуавтомат для дома, дачи или гаража не составляет никакого труда. Для этого всего лишь нужно разобраться в основах этого вида сварки, определиться в своих технологических потребностях и финансовых возможностях, а затем сделать выбор подходящей модели.
Полуавтоматическая сварка не требует очень высокой квалификации, а расходные материалы для нее унифицированы и доступны по цене. По этой причине такие аппараты массово используются как в промышленном производстве, так и на небольших ремонтных и сервисных предприятиях.
Главные отличия сварочных полуавтоматов от других аппаратов
Сварочные полуавтоматы отличаются от аппаратов, применяемых при других видах сварки, тем, что в них не используются в качестве источников сварочного тока трансформаторы — только выпрямители и инверторы. Они обеспечивают высокую производительность и качество сварки, поскольку сварочный процесс идет непрерывно с одними и теми же параметрами, без замены электродов и повторного поджига дуги.
Кроме того, сварочные полуавтоматы и технология их использования характеризуются:
• отсутствием необходимости прокалки или просушки электродов;
• возможностью создания длинных непрерывных швов;
• автоматическим регулированием скорости подачи проволоки в зависимости от параметров дуги;
• не изменяющимся расстоянием между электродом и поверхностью металла;
• чистотой сварочного процесса; высоким физико-химическим качеством сварочного шва.
Основные режимы полуавтоматической сварки
Но при использовании порошковой проволоки необходимо применять прямое включение (минус на электрод), что связано с ее особыми физико-химическими свойствами. Это связано с тем, что в плазме дуги поток электронов направлен от катода (в данном случае детали) к аноду (электроду), который по этой причине разогревается сильнее, чем катод.
Дуговая сварка полуавтоматом использованием стальной проволоки выполняется током обратной полярности (плюс на электрод). В сварочных полуавтоматах реализована обратная связь «сила тока — скорость подачи проволоки», с помощью которой и реализуется полуавтоматический режим. Сварщику только остается удерживать дугу нужного качества и вести горелку вдоль стыка металла, а скорость проволоки будет меняться в соответствии с величиной тока. Сварочные инверторы дают возможность применять импульсный режим полуавтоматической сварки, который обеспечивает более высокую производительность и лучшее качество.
Разница сварки с газом и без него
В случае отсутствия газового оборудования или невозможности создания защитной газовой среды на месте сварочных работ применяется технология сварки порошковой проволокой, позволяющая использовать сварочный полуавтомат без газа.