Приветствую Вас, господа. Продолжу свой рассказ о постройке двигателя. Сегодня остановимся на изготовлении шатунов и ещё некоторых частей.
Начал я с шатунов парораспределения. Но с небольшим отступлением от чертежа, добавив бортики эксцентрикам вместо проточки в них.
Была взята болванка из латуни, в ней начерно было расточено отверстие и сделаны лыски. После этого заготовка была разрезана на 8 частей, которым на поворотном столе была придана полукруглая форма. Далее, с помощью шаблона было симметрично отрезано лишнее от всех заготовок и получены 8 половинок от четырех шатунов. Теперь их уже можно было засвердить и стянуть, а затем и развернуть в чистовой размер 25мм.

Нижние головки шатунов парораспределения готовы. В них так же предусмотрена маслёнка и отверстие для регулировки фазы эксцентрика без разборки. Подсмотрено у английских коллег.
Одновременно с этим были изготовлены и сами эксцентрики.
Пришло время взяться за шатуны цилиндро-поршневой группы. По чертежу они имеют изящную конусность, которую я смог повторить с помощью смешения заднего центра. После токарной обработки я фрезернул верхние головки и развернул в них отверстия, а так же обработал фланцы крепления к подшипникам скольжения нгш, что решил делать из бронзы БрАЖН.
Записал на радостях небольшое видео с работой этой кинематики. Не обращайте внимание на острые углы вгш, это пока лишь черновая сборка, позже я все обработаю и скруглю там, где это необходимо.
С этих пор начинается некоторая путаница в последовательности изготовления различных частей, далее буду повествовать уже не по очередности, а фактически, что было сделано, и как.
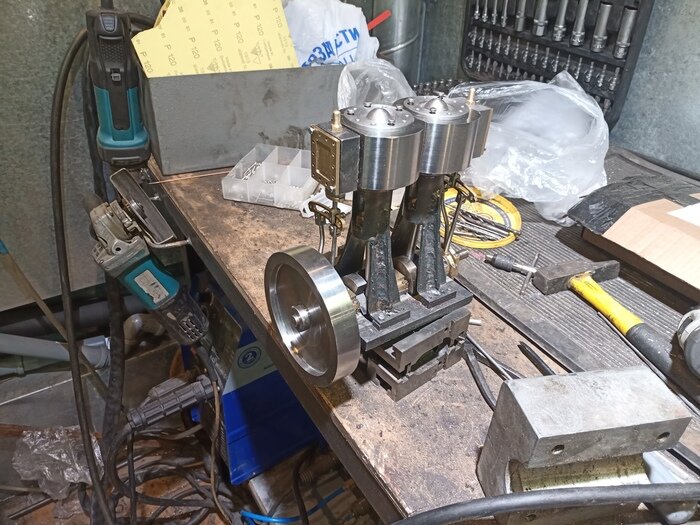
Сейчас речь пойдет про парораспределители. Они на данном двигателе золотникового типа. Начнем с корпусов. Сделал их из той же многострадальной стальной пластины 16мм, обрезав ушм и оболванив уже на фрезере. Разметил и насверлил отверстия, профрезеровал окна, а после этого разделил детали. Затем придал им чуть более похожую на чертеж форму уже в токарном станке. Ну и изготовил фланцы поджима набивок штоков парораспределителей. Штоки сделал из стали 40х.
Сами золотники тоже решил делать из бронзы. Выфрезеровал их прямо из массива, а потом отрезал. Последними сделал крышки золотниковых коробок.
Как вы можете видеть, на последнем фото деталей чуть больше, чем то количество, что я уже показал. Будем нагонять!
Кулисным механизм и шатуны парораспределителей. Кулисы нужны для переключения между прямым и обратным ходом, ибо фазы двух эксцентриков относительно вала смещены приблизительно на +90 и -90 градусов, что и даёт нам возможность переключения.
Сами кулисы изготовил из бронзового листа, склеив два слоя и обработав вместе на поворотном столе, обеспечив полную симметричность, что важно. После чего они, а так же шатуны распределения и цпг были отшлифованы. Их головкам была придана уже более приятная глазу округлая форма. Кулисы так же были отшлифованы изнутри и ход сухаря стал плавным и без заеданий о следы обработки фрезой.
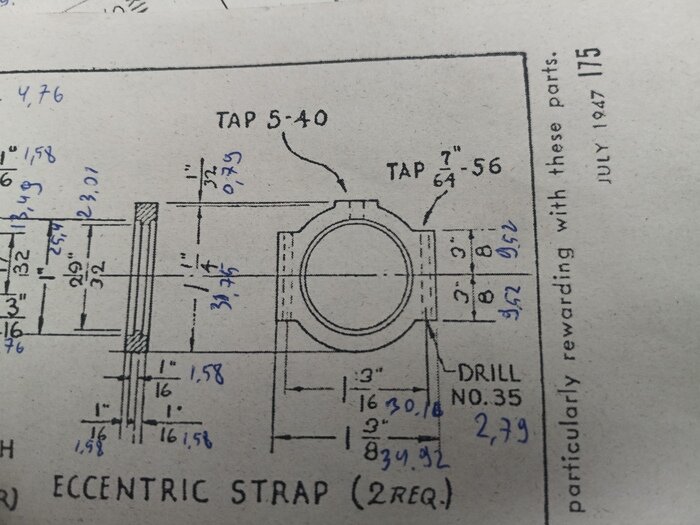
Что примечательно, англичане начертили чертеж кулисы, не указав углы окна и отверстий в ней. Пришлось пересчитать, зная расстояния между отверстиями.
Как вы видите, двигатель уже обретает форму и почти все навесное готово. Остаётся уже буквально доделать мелочи. Но этих мелочей достаточно много, поэтому двигатель пока все ещё не готов к запуску.
Небольшое отступление.
Как вы знаете, горячий пар в холодном двигателе будет сразу конденсироваться, заполняя полости водой. А вода, являясь несжимаемой, будет препятствовать прокрутке двигателя. По этому все существующие паровые двигатели, от мала, до велика имеют в своей конструкции сливные или продувочные краны. Они позволяют воде беспрепятственно выйти из цилиндра при запуске двигателя. Когда двигатель нагревается, вода перестает конденсироваться и краны можно закрыть.
Например здесь, на видео, мы можем наблюдать, что краны открыты и пар свободно выходит, что ввиду малой пропускной способности последних практически не мешает работать паровой машине.
На моём двигателе, если я планирую запускать его на пару, без кранов тоже не обойтись. Сделал их я из латунного прутка с помощью фасонного резца, а отверстия под конические поворотные золотники с помощью развертки с конусностью 1: 50. Носы кранов были начерно выфрезерованы, а затем просверлены и доработаны напильником до достижения красоты. В итоге получилось пять кранов: по два на цилиндры и один на конденсационную маслёнку, которую я тоже планирую сделать. Что б вы понимали размер, длина всего крана вместе с резьбой м6 всего 25мм, а диаметр шарообразной части крана- 10мм.
Тем временем, праздники закончились и пора снова выходить на работу, но это не повод останавливаться в изготовлении двигателя! Буду и дальше показывать прогресс, неминуемо приближаясь к долгожданному моменту запуска.
На этом пока все, спасибо за внимание!