В прошлой статье мы разобрали определения легкой, профессиональной промышленной серии станков и как они влияют на установку шпинделя( Подбор шпинделя мебельного оборудования. Часть 1 - Виды оборудования)
В этой части мы разберем, для чего используют керамические подшипники, зачем устанавливается водяное или воздушное охлаждение и перейдем к характеристикам мощности, скорости и смене инструмента.
У большинства поставщиков в описании станка можно найти таблицу характеристик, от нее мы и будем отталкиваться в сравнении, в ней указаны важные характеристики шпинделя, такие как:
- Тип охлаждения;
- Мощность шпинделя;
- Максимальная скорость вращения;
- Параметры S1/S6;
- Вид смены инструмента;
- Вид патрона при автоматической или полуавтоматической смене;
Переходя к фундаментальным параметрам, мы обязаны сказать, что стоимость складывается из технологических решений, которые напрямую влияют на моторесурс, скоростные характеристики и максимальные нагрузки.
Поэтому рекомендуем для анализа использовать принцип "соотношение цены и качества" — означает, что вы отдаете себе отчет о задачах, стоящих перед станком, и трезво оцениваете границы потребности в легкой или промышленной серии.
1.Тип охлаждения
Жидкостное охлаждение - устанавливается на шпиндели с высоким тепловыделением. Может встречаться как в легкой, так и в промышленной серии, однако их принцип использования сильно отличается.
- В легкой серии устанавливается шпиндель с погружным контурным насосом (без охлаждения). Данные шпиндели чаще всего имеют небольшую мощность от 1.5 кВт и металлические подшипники.
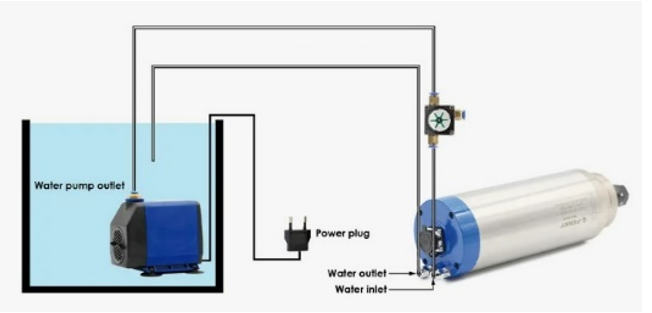
Соблюдая режимы работы, данный шпиндель имеет хороший моторесурс. Есть особенности у данной системы, о которых необходимо упомянуть:
- Не соблюдение режимов эксплуатации повысит нагрузку, а соответственно тепловыделение;
- Включение насоса не всегда происходит автоматически. Забыв включить насос двигатель попросту сгорит;
- Шпиндель требует частого технического обслуживая, замены жидкости и соблюдения ее уровня;
- Шланги охлаждения проходят по кабель-каналам с электропроводами.
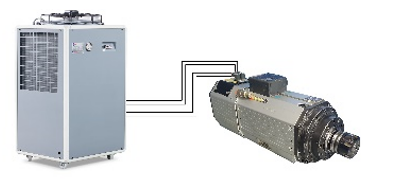
- В промышленной серии жидкостное охлаждение устанавливается на шпинделях с повышенной мощностью, где тепловыделение происходит не от подшипников и трения, а от предельных нагрузок во время обработки по мощностным значениям S1/S6, (ниже мы затронем данный вопрос). Тепловыделение такого характера настолько существенно, что даже установка керамических подшипников не улучшает ситуацию и для работы в нормальных режимах данные шпинделя работают совместно с чиллером, который является холодильником. Жидкость, проходя через него охлаждается не только от циркуляции, но и от фреона.
Воздушное охлаждение - устанавливается на всевозможных шпинделях. В отличии от жидкого охлаждения имеет только один существенный плюс - вентилятор работает постоянно в независимости от режимов фрезерования и скоростей вращения. Часто данную систему устанавливают совместно с керамическими подшипниками.
↓↓↓ Почему керамические подшипники устанавливают на шпиндель?
→ Керамика обладает высокой жёсткостью (тверже стали);
→ Керамика имеет высокую коррозионную стойкость;
→ Керамика имеет низкий показатель теплопередачи, а значит хорошо изолирует выделяемое тепло между статором и ротором;
→ Керамика не расширяется от нагрева в отличии от стали, а значит меньше подвержена износу во время работы при "холодном шпинделе". *(В подшипниках учитывается тепловой зазор, поэтому шпинделя рекомендовано перед эксплуатацией прогревать чтобы все элементы металла от нагрева расширились до нормальной эксплуатационной нормы. В случае эксплуатации холодного шпинделя тепловые зазоры влияют на дополнительный износ за счет люфта уменьшая моторесурс);
Необходимо отметить, что некоторые производители могут устанавливать подшипники комбинированной керамики. К примеру, "седловина" подшипника из керамики, а шарики из металла или наоборот - данный конструктив будет является от части теплоизолирующим элементом, что позволит использовать систему воздушного охлаждения, но также будет иметь недостатки присущие металлическим подшипникам. А значит рекомендация прогревать перед интенсивной работой шпиндель остается.
2. Мощность шпинделя:
Данный параметр является многогранным и отвечает в основном за режим фрезерования. *Простыми словами его можно описать так - чем меньше мощность, тем проще двигатель остановить от избыточной нагрузки. В начале статьи мы рассказывали отличие легкой серии от промышленной и как это влияет на выбор шпинделя. Определив задачи и поняв ожидания, можно определить максимальный предел требуемой мощности
1) Вы берете станок для гравировки, изготовления картин:
2) Вы берете станок для несложных обработок от фанеры до пластика в небольшом количестве:
3) Вы берете станок для универсальных задач на производство, где будет работать нанятый персонал:
4) Вы берете станок для фрезерования легкосплавных металлов, мастер моделей, гипса, камня:
3. Максимальная скорость вращения: Данный параметр определяет не только характеристики инструмента, который вы будете использовать на станке, но и скорость движения фрезы внутри тела заготовки. Самые распространённые скорости вращения в России, это:
· До 12 000 об/мин - Низкооборотистые шпиндели, их используют для обработки металлов. Отметим только, что для данной обработки шпинделя требуется выбирать с максимальными параметрами мощности S1/S6;
· До 18 000 об/мин - Среднеоборотистые шпиндели, имеют зависимость от характеристик используемого инструмента.
Основным плюсом данных шпинделей является стоимость, в тоже время важно иметь введу, что производитель указывает максимальное (предельное) значение скорости вращения. *Если эксплуатировать шпиндель на предельных значениях, то можно не только не добиться желаемого качества фрезерования, но и уменьшить моторесурс за счет повышенного износа. О эксплуатационных режимах читайте ниже в параметрах S1/S6.
· До 24 000 об/мин - Высокооборотистые шпиндели позволяют использовать алмазный высокоскоростной инструмент, меньше зависеть от инструмента в подборе. Лучший выбор не только для промышленного производства, но и для начинающих мастерских.