Режимы резания являются ключевым фактором в программировании и эксплуатации металлообрабатывающих станков с числовым программным управлением (ЧПУ). От их правильного выбора напрямую (а иногда даже значительно) зависит не только производительность процесса обработки, но и окончательная точность изготовления ваших деталей.
Глубокое понимание взаимосвязей между режимами резания, характеристиками материала заготовки, геометрией инструмента и особенностями конструкции станка — основа успешной высокоточной обработки металла (ваших деталей).
Режимы резания и какие параметры они включают
Под режимами резания понимается совокупность параметров, определяющих условия съема материала с поверхности металлической заготовки. Основные параметры режимов резания:
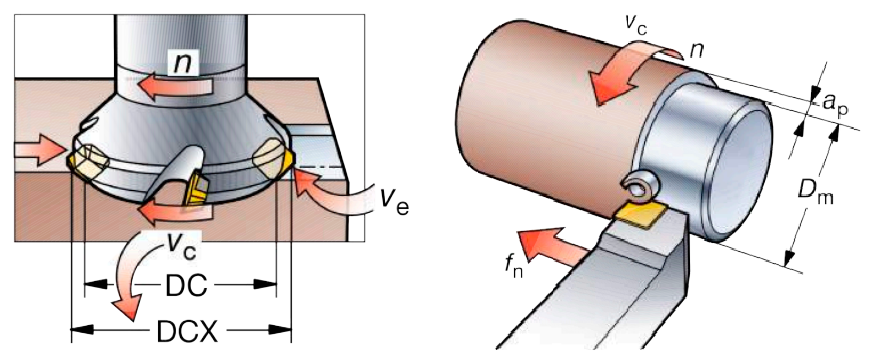
- Скорость резания (Vc) — линейная скорость контакта режущей кромки инструмента с обрабатываемым материалом, м/мин.
- Подача (f) — перемещение инструмента (или заготовки) на один оборот или один проход, мм/об или мм/зуб.
- Глубина резания (ap) — толщина снимаемого слоя материала, мм.
- Ширина резания (ae) — в осевом или радиальном направлении, зависит от стратегии обработки.
- Частота вращения (n) — обороты шпинделя, об/мин (зависит от Vc и диаметра инструмента).
- Диаметр фрезы/инструмента (DC), который указан в каталоге - используются для расчета скорости резания (Vc)
- Объемная подача (Q) — скорость съема металла, см³/мин.
Как режимы резания влияют на точность
Точность обработки— это соответствие размеров, формы и расположения обработанной поверхности изначально заданным требованиям чертежа. На неё влияют множество факторов (здесь разбирали подробно), но именно режимы резания занимают одно из центральных мест.
Повышенные значения скорости резания и подачи могут:
- вызвать увеличение тепловыделения и последующей деформации заготовки или инструмента
- привести к вибрациям при обработке и снижению стабильности резания
- вызывать ускоренный износ инструмента и непредсказуемое отклонение траектории обработки
- в нестабильных условиях – вызвать появление резонансных колебаний, особенно при торцевом фрезеровании (/глубоком точении)
Недостаточные режимы (низкая скорость, минимальная подача) могут:
- значительно снизить производительность
- привести к налипанию стружки (особенно на нержавеющих сталях и алюминиевых сплавах)
- привести к «затиранию» инструмента (как следствие - снижение стойкости) и нестабильному резанию
Зачастую, при составлении программы, инженеры-технологи используют рекомендованные режимы резания, которые определяют производители режущего инструмента для того или иного типа материалов (см. справочники и каталоги любого производителя инструмента).
Однако, при отработке технологии непосредственно на станке, данные режимы резания могут быть скорректированы в зависимости от различных параметров, которые нам важно получить на выходе.
Например, если при отработке технологии выяснилось, что станок при заданных режимах резания работает на пределе (например, 100-120% нагрузка на шпиндель), то в таком случае, для достижения более высокой точности обработки и снижения возможных вибраций в процессе обработки, придется скорректировать данные параметры резания (в меньшую сторону / занизить), при этом важно понимать, что время изготовления деталей будет увеличено (возрастет Т маш.)
Подбор режимов резания выполняется исходя из реальных запросов производства и в некоторых случаях действительно более важно обеспечить производительность обработки (сократить машинное время) в ущерб точности изготовления партии деталей.
Влияние основных параметров на точность
- Скорость резания (Vc). Прямая зависимость между скоростью и тепловыделением. Высокая температура → расширение материала → геометрические погрешности.
- Подача (f). Слишком большая подача — вибрации, особенно при фрезеровании → ухудшение шероховатости, погрешности по форме. Слишком маленькая — риск налипания, нестабильное резание.
- Глубина резания (ap). Увеличение глубины вызывает рост усилий резания → прогиб детали, прогиб инструмента, деформация инструментальных суппортов → снижение точности обработки.
Примеры влияния режимов на точность (пример из практики)
Исходные данные:
- Токарная обработка нержавеющей стали
- Тип обработки: Токарная черновая обработка.
- Материал детали: Нержавеющая сталь AISI 304 - 08Х18Н10 (или аналог).
- Инструмент: Твердосплавная сменная режущая пластина (типичный CNMG 120408, универсальный сплав, без покрытия или с PVD).
- Установленные режимы резания:
- Скорость резания (Vc): 220 м/мин.
- Подача (f): 0,3 мм/об.
- Глубина резания (ap): 3 мм.
- СОЖ: наружная подача, не под давлением.
Проблематика:
- Во время чернового прохода на внешнем диаметре возникло сильное биение за инструментом;
- Появился выраженный вибрационный след (рифление на поверхности);
- Поверхность имела шероховатость выше ожидаемой (примерно Ra 6.3 вместо требуемых Ra 3.2);
- На следующем чистовом проходе появилось биение заготовки, что негативно сказалось на точности
Причины возникновения проблем:
- Слишком высокая скорость резания для данного материала и инструмента: 220 м/мин — это граничное значение для нержавеющей стали, особенно если пластина без термостойкого покрытия.
- При такой скорости возникает повышенный износ и перегрев режущей кромки.
- Слишком высокая подача (0,3 мм/об):
- Для токарной обработки нержавейки такая подача считается агрессивной, особенно при глубине резания 3 мм. Это может вызвать повышенные вибрации.
- Недостаточное охлаждение: Наружная СОЖ без давления не справляется с охлаждением режущей зоны и эффективно не удаляет горячую стружку.
- Режущий инструмент не адаптирован под высокие нагрузки: Используемый сплав или геометрия пластины могли не соответствовать условиям тяжелой черновой обработки.
Что нужно сделать, чтобы устранить проблему:
- Снизить скорость резания до диапазона 120–160 м/мин: оптимальный режим для большинства твердосплавных пластин при обработке нержавеющей стали. Уменьшение скорости снизит тепловую нагрузку и продлит срок службы инструмента.
- Уменьшить подачу до 0,15–0,2 мм/об: Это обеспечит более стабильное резание и снизит вибрации. Повысится качество поверхности и уменьшится вероятность возникновения биения на следующем проходе.
- Использовать пластину с положительным передним углом и покрытием (например, PVD TiAlN): Такое покрытие повысит износостойкость, а положительная геометрия уменьшит силы резания.
- Организовать подачу СОЖ под давлением (через держатель / инструмент): Это улучшит охлаждение, удаление стружки и общее качество резания.
- Проверить биение детали после чернового прохода: При необходимости сделать промежуточный проход с меньшей глубиной и меньшей подачей
Планирование производства
На картинках представили основные нюансы, на которые необходимо обращать внимание при планировании процесса обработки и достижения максимальных параметров по точности.
Советы по обеспечению точности через режимы резания
- Оптимизируйте параметры с учетом конкретного материала – используйте каталоги производителей инструмента и наработанный опыт.
- Проверяйте жесткость установки – слабое крепление / большие вылеты требуют щадящих режимов резания.
- Используйте адаптивное управление подачей (Adaptive Feed Control) – современные ЧПУ-стойки позволяют динамически регулировать подачу в зависимости от нагрузки.
- Регулярно заменяйте инструмент при достижении порога износа – не работайте до полного отказа / поломки.
- Охлаждение (в т.ч. использование внутренней подачи СОЖ через инструмент) – обязательное условие при высокоточных операциях.
- Соблюдайте правила прогрева станка – для стабилизации температур, особенно при термочувствительной обработке.
Заключение
Режимы резания на станках с ЧПУ — это не просто цифры, подставляемые в управляющую программу. Это важнейший инструмент для достижения баланса между производительностью, ресурсом оборудования и — особенно — точностью обработки.
Только грамотный подход, основанный на анализе свойств заготовки, инструмента и самого станка, обеспечивает результат, соответствующий требованиям чертежа. Правильно подобранные режимы резания — залог стабильного производства с минимальными допусками, высокой повторяемостью и надежной геометрией деталей в середине поля допуска.