Прецизионная обработка на станках с ЧПУ требует стабильности всех параметров, включая температурный режим (я бы даже сказал, что это основной параметр).
Одним из факторов, влияющих на точность обработки, является тепловая деформация компонентов станка. Нагрев направляющих, ходовых винтов, шпинделя и других элементов неизбежен во время работы, но, если не учитывать этот процесс, можно столкнуться с отклонениями точности и затем, в конечном счете, в размерах детали.
Поэтому, если перед вами стоит задача в достижении высокой точности обработки деталей – прогрев – это один из обязательных элементов из комплекса мероприятий, которых необходимо соблюсти.
В данной статье рассмотрим, почему прогрев станка с ЧПУ важен, какие изменения происходят в оборудовании при его нагреве и какие меры помогут минимизировать влияние температурных факторов на точность обработки.
Почему прогрев станка с ЧПУ важен?
Станки с ЧПУ представляют собой сложные механизмы, работа которых всегда сопровождается выделением тепла. Это тепло накапливается и передается от движущихся частей станка к неподвижным, вызывая также и их расширение (изменение геометрических размеров).
Без предварительного прогрева и достижения теплового равновесия это расширение происходит неравномерно, что ведет к следующим проблемам:
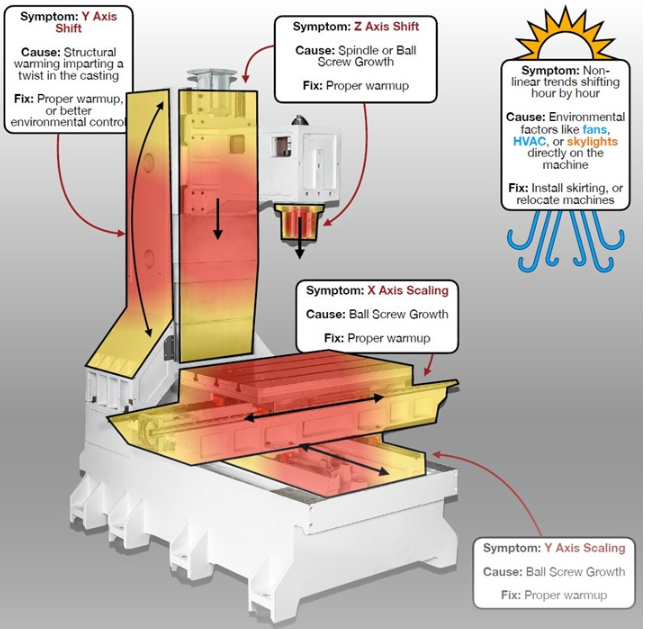
- Изменение геометрии станка вследствие термического расширения направляющих, шпинделя, ШВП и других ключевых узлов.
- Смещение нулевых координат и снижение точности позиционирования
- Ускоренный износ компонентов станка из-за неравномерного нагрева и повышенного трения.
Все это в конечном счете приводит к отклонению в геометрии деталей (негативному), особенно это становится заметным при обработке деталей с высокими требованиями по точности.
Прогрев позволяет минимизировать эти явления и привести станок в стабильное термическое состояние перед началом высокоточной обработки.
Какие основные элементы станка подвержены термическому расширению?
1. Шпиндель – один из наиболее чувствительных к нагреву узлов. Его температурное расширение приводит к отклонениям в осевом перемещении инструмента и увеличивает вероятность биения.
2. Направляющие и ходовые винты – нагреваются в процессе работы, изменяя длину и вызывая погрешности в позиционировании
3. Стол станка (переданный нагрев через другие элементы станка) – расширение может привести к смещению заготовки и изменению точек крепления.
4. Механизмы подачи СОЖ – при резком изменении температуры может наблюдаться изменение вязкости охлаждающей жидкости и ее потока (и, соответственно – напрямую влиять на охлаждение зоны резания).
Практические советы по прогреву станка
1. Продолжительность прогрева
- Если станок простаивал несколько часов – прогрев 5-10 минут.
- Если станок простаивал более суток – прогрев не менее 20 минут.
- Если станок не работал несколько дней – прогрев 30-40 минут в зависимости от условий окружающей среды.
2. Макропрограммы для прогрева
- Оптимально использовать макропрограмму, при которой шпиндель разгоняется до рабочих оборотов, а оси X/Y/Z/А/С (на пятиосевом станке) двигаются в определенной последовательности (захватывая весь диапазон перемещений).
- Один из эффективных вариантов прогрева – перемещение шпинделя по диагонали рабочего пространства (по всей длине ходового винта) с чередованием скоростей подачи.
3. Использование СОЖ
Во время прогрева важно включить систему подачи СОЖ, чтобы уменьшить тепловое расширение за счет отвода тепла и обеспечить общую стабильность.
Влияние температуры окружающей среды
Температура цеха оказывает существенное влияние на работу станка и программы прогрева (в т.ч. их длительность). Если температура ниже нормы, то потребуется более длительный прогрев. В помещениях же с изначально повышенной температурой следует использовать специальные системы охлаждения. Подробнее – в нашей статье про влияние температуры в цехе.
Главное - помните, что высокоточные станки могут обеспечить стабильную точность обработки только при стабильной температуре окружающей среды и тепловом равновесии.
Выводы
Прогрев станка с ЧПУ – это не просто дополнительный этап подготовки к работе, а обязательная процедура для обеспечения стабильности геометрии, точности обработки и даже долговечности оборудования.
Использование макропрограмм прогрева, мониторинг температуры и учет теплового расширения помогают минимизировать влияние термических факторов и однозначно положительно влияют на качество обработки (позволяют достичь высоких точностных параметров детали).