Этот класс вмещает в себя сварку, для которой необходимы механическая энергия и давление. Простота оборудования и достойное качество позволили найти широкое применение в различных отраслях.
Сварка взрывом
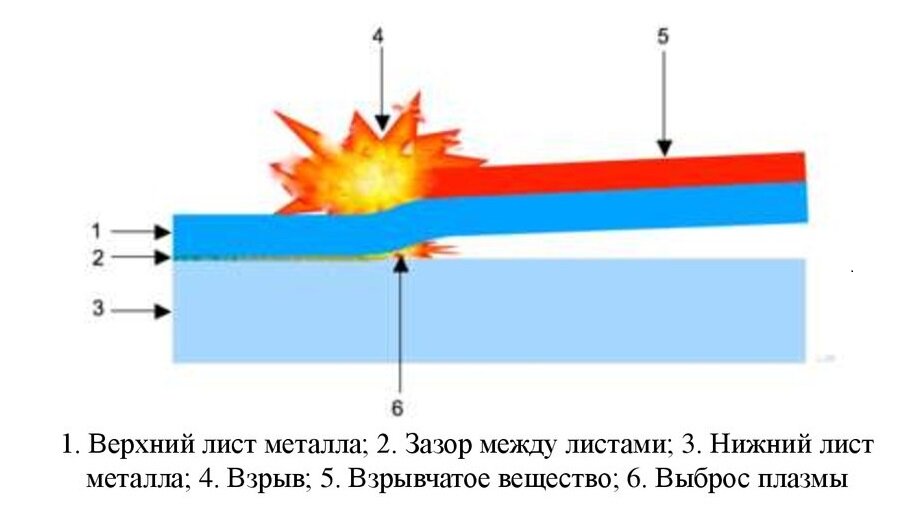
Сварка взрывом – это способ соединения металлических деталей, основанный на использовании взрыва. В процессе сварки взрывом, между соединяемыми деталями размещается взрывчатое вещество, которое подвергается взрыву. В результате взрыва, происходит интенсивное нагревание и пластическое деформирование металла, что позволяет соединить детали в одно целое.
Сварка взрывом является одним из наиболее эффективных и быстрых методов сварки. Она позволяет соединять детали из различных металлов, включая сталь, алюминий, титан и другие. Сварка взрывом также может использоваться для соединения деталей различной формы и размеров.
Основными преимуществами сварки взрывом являются высокая прочность соединения, отсутствие необходимости в использовании дополнительных материалов и возможность сварки в труднодоступных местах. Однако, этот метод сварки имеет и некоторые недостатки, такие как высокая стоимость оборудования и опасность при работе с взрывчатыми веществами.
Принцип работы сварки взрывом
Сварка взрывом – это метод соединения металлических деталей, основанный на использовании взрывной энергии. Принцип работы сварки взрывом заключается в следующих этапах:
Подготовка поверхности
Перед началом сварки взрывом необходимо подготовить поверхности деталей, которые будут соединяться. Это включает удаление окислов, жира и других загрязнений, а также создание плоской и чистой поверхности для обеспечения качественного соединения.
Расположение взрывчатого вещества
На одной из поверхностей деталей наносится слой взрывчатого вещества. Это вещество обычно представляет собой смесь газов или порошков, которые при взрыве создают высокую температуру и давление.
Сближение деталей
Детали, которые нужно соединить, сближаются и устанавливаются в нужное положение. Они должны быть плотно прижаты друг к другу, чтобы обеспечить качественное соединение.
Взрыв
После сближения деталей и установки взрывчатого вещества происходит его воспламенение или активация. В результате взрыва создается высокая температура и давление, которые позволяют металлам слипнуться и соединиться между собой.
Охлаждение и обработка
После завершения взрыва и соединения деталей, они остывают и проходят дополнительную обработку. Это может включать удаление остатков взрывчатого вещества, шлифовку поверхности и другие операции для придания готовому соединению необходимой формы и гладкости.
Таким образом, принцип работы сварки взрывом заключается в использовании взрывной энергии для соединения металлических деталей. Этот метод обеспечивает прочное и надежное соединение, а также позволяет сваривать детали различной формы и размеров.
Ультразвуковая сварка металлов
Ультразвук находит широкое применение в науке для исследования некоторых физических явлений и свойств веществ. В технике ультразвуковые колебания используют для обработки металлов и в дефектоскопии.
В сварочной технике ультразвук может быть использован в различных целях. Воздействуя им на сварочную ванну в процессе кристаллизации, можно улучшить механические свойства сварного соединения благодаря измельчению структуры шва и удалению газов. Ультразвук может быть источником энергии для создания точечных и шовных соединений. Ультразвуковые колебания активно разрушают естественные и искусственные пленки, что позволяет сваривать металлы с окисленной поверхностью, покрытые слоем лака и т.п. Ультразвук снижает или снимает собственные напряжения и деформации, возникающие при сварке. Им можно стабилизировать структурные составляющие металла сварного соединения, устраняя возможность самопроизвольного деформирования сварных конструкций со временем.
В качестве источника энергии при сварке металлов ультразвук еще не нашел широкого применения, хотя этот способ имеет ряд преимуществ и особенностей по сравнению с контактной и холодной сваркой.
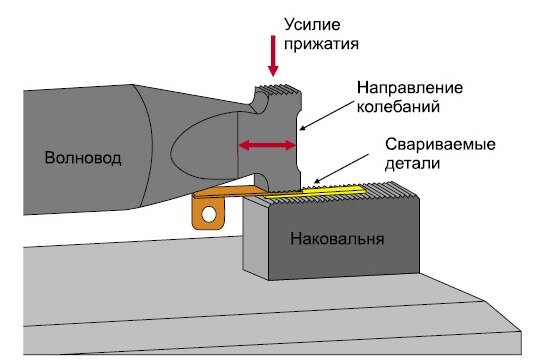
При сварке ультразвуком неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. В принципе этот метод сварки имеет много общего с холодной сваркой сдвигом.
Сварка ультразвуком по сравнению с другими видами сварки имеет ряд преимуществ: не происходит нагрева значительных объемов металла до температуры плавления или близкой к ней, поэтому сварка ультразвуком незначительно изменяет физико-химические свойства металла; для получения сварного соединения требуется малая электрическая мощность; возможность производить сварку плакированных и оксидированных поверхностей, так как при этом способе сварки пластические деформации происходят лишь в тонком слое у поверхности соприкосновения соединяемых деталей. Не требуется тщательная подготовка поверхностей свариваемых деталей, обычно ограничиваются их обезжириванием.
Этот способ можно применять как для сварки двух листов малой толщины, так и для пакетной сварки, сварки разнородных металлов (коррозионно-стойких сталей с алюминием, меди с алюминием и др.), деталей малой и большой толщины, трудносвариваемых металлов (молибдена, вольфрама, тантала, циркония и др.), а также для сварки пластмасс.
Экспериментально установлено, что прочность соединения, выполненного сваркой ультразвуком, во многих случаях превосходит прочность соединения, полученного контактной сваркой.
При сварке сталей различных толщин ультразвуковые колебания вводят со стороны более тонкой детали.
Холодная сварка
Холодную сварку выполняют без нагрева при нормальных и даже при отрицательных температурах. Физическая сущность процесса заключается в сближении свариваемых поверхностей до образования металлических связей между ними и, следовательно, в получении прочных соединений. Такое сближение достигается приложением больших удельных давлений в месте соединения. В результате возникает совместная пластическая деформация. Большое усилие сжатия обеспечивает разрыв пленки окислов на свариваемых поверхностях и образование чистых поверхностей металла. Совместная пластическая деформация обеспечивает на короткое мгновение сближение друг с другом объемов кристаллитов, расположенных перед сдавливанием в глубинных слоях металла. При холодной сварке свариваемые поверхности очищают от адсорбированных жировых пленок.
Место сварка получается чистым и не требует последующей обработки.
Для холодной шовной сварки применяют специальные ролики. Непрерывное шовное соединение может быть получено за счет сдавливания одновременно по всей длине соединения пли за счет прокатывания ролика. Швы, образующие замкнутый контур небольшой длины в виде кольца, прямоугольника и т. п., получают контурной сваркой. На рис. 4.13, в дана схема сварки полых деталей по контуру.
Холодной сваркой в основном сваривают металлы и сплавы, обладающие высокой пластичностью при комнатной температуре, с крупнозернистой отожженной структурой.
В недостаточно пластичных металлах при больших деформациях могут образоваться трещины. Высокопрочные металлы и сплавы холодной сваркой не сваривают, так как для этого требуются очень большие удельные давления, которые практически трудно осуществить.
Хорошо свариваются сплавы алюминия, дюралюминия, сплавы кадмия, свинца, меди, никеля, золота, серебра, цинка и тому подобные металлы и сплавы в однородных и разнородных сечениях. К преимуществам этого способа относятся малый расход энергии
незначительное изменение свойств металла, высокая производительность, возможность автоматизации.
Холодной сваркой сваривают алюминиевую оболочку кабелей. Ее применяют при изготовлении бытовых приборов из алюминия, корпусов полупроводниковых приборов и т. д., в электромонтажном производстве.
Оборудование. Для соединения внахлестку могут быть попользованы любые прессы (винтовые, гидравлические, рычажные, эксцентриковые). Кроме того, выпускают специализированные установки типа МХСА-50, МСХС-60, МСХС-30 и др. для стыковой холодной сварки.