Классификация
Современные способы сварки металлов можно разделить на две большие группы: сварка плавлением, или сварка в жидкой фазе, и сварка давлением, или сварка в твёрдой фазе. При сварке плавлением расплавленный металл соединяемых частей самопроизвольно, без приложения внешних сил соединяется в одно целое в результате расплавления и смачивания в зоне сварки и взаимного растворения материала. При сварке давлением для соединения частей без расплавления необходимо значительное давление. Граница между этими группами не всегда достаточно чёткая, например возможна сварка с частичным оплавлением деталей и последующим сдавливанием их (контактная электросварка). В предлагаемой классификации в каждую группу входит несколько способов. К сварке плавлением относятся: дуговая, плазменная, электрошлаковая, газовая, лучевая и др. К сварке давлением - горновая, холодная, ультразвуковая, трением, взрывом и др. В основу классификации может быть положен и какой-либо др. признак. Например, по роду энергии могут быть выделены следующие виды сварки электрическая (дуговая, контактная, электрошлаковая, плазменная, индукционная и т. д.), механическая (трением, холодная, ультразвуковая и т. п.), химическая (газовая, термитная), лучевая (фотонная, электронная, лазерная).
Термический класс
Сварочная дуга
Сварочной дугой называют длительный мощный электрический разряд. При этом начальная фаза среды может быть любой: твёрдой (например, сварочный флюс), жидкой (например, вода), газообразной (например, аргон), плазменной.
Электродуговая сварка
Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому большая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада. Выделяющееся тепло нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны- объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка под флюсом, электрошлаковая сварка.
Ручная дуговая сварка.
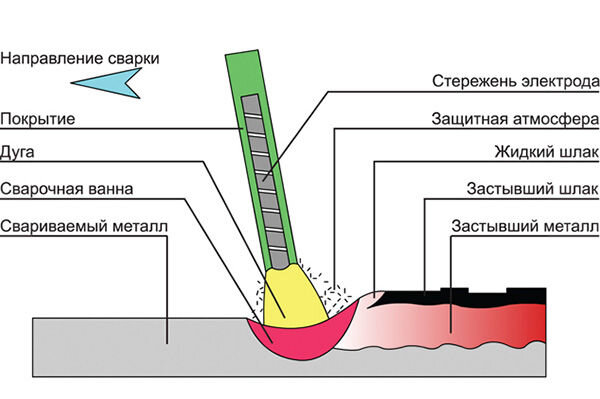
Для сварки используют электрод с нанесённым на его поверхность покрытием (обмазкой). При плавлении обмазки образуется защитный слой, отделяющий зону сварки от атмосферных газов (азота, кислорода), и способствующий легированию шва, повышению стабильности горения дуги, удалению неметаллических включений из металла шва, формированию шва и т. д. В зависимости от типа электрода и свариваемых материалов электросварка производится постоянным током обеих полярностей или переменным током. Ручная (TIG) и полуавтоматическая (MIG, MAG) импульсная сварка алюминия является более сложным процессом, чем электродуговая сварка чёрных металлов. Причиной тому — уникальные свойства алюминиевых сплавов, за которые они и ценятся.
Сварка под флюсом.
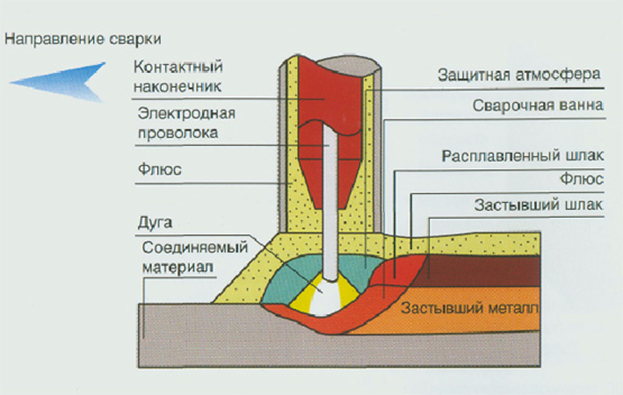
В англоязычной иностранной литературе именуется как SAW. В этом виде сварки конец электрода (в виде металлической проволоки или стержня) подаётся под слой флюса. Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.
Газопламенная сварка
Источником теплоты является газовый факел, образующийся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан, блаугаз, МАФ, бензин, бензол, керосин и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным, это регулируется количеством кислорода.
В качестве заменителя ацетилена применяется новый вид топлива- сжиженный газ МАФ (метилацетилен-алленовая фракция). МАФ обеспечивает высокую скорость сварки и высокое качество сварочного шва, но требует применения присадочной проволоки с повышенным содержанием марганца и кремния (СВ08ГС, СВ08Г2С). МАФ гораздо безопаснее ацетилена, в 2-3 раза дешевле и удобнее при транспортировке. Благодаря высокой температуре сгорания газа в кислороде (2927 °C) и высокому тепловыделению (20 800 ккал/м³), газовая резка с использованием МАФ гораздо эффективнее резки с использованием других газов, в том числе и ацетилена.
Огромный интерес представляет использование для газовой сварки дициана, ввиду его весьма высокой температуры сгорания (4500 °C). Препятствием к расширенному применению дициана для сварки и резки является его повышенная токсичность. С другой стороны, эффективность дициана весьма высока и сравнима с электрической дугой, и потому дициан представляет значительную перспективу для дальнейшего прогресса в развитии газопламенной обработки. Пламя дициана с кислородом, истекающее из сварочной горелки, имеет резкие очертания, очень инертно к обрабатываемому металлу, короткое и имеющее пурпурно-фиолетовый оттенок. Обрабатываемый металл (сталь) буквально «течёт», и при использовании дициана допустимы очень большие скорости сварки и резки металла.
Значительным прогрессом в развитии газопламенной обработки с использованием жидких горючих может дать применение ацетилендинитрила и его смесей с углеводородами ввиду самой высокой температуры сгорания (5000 °C). Ацетилендинитрил склонен при сильном нагреве к взрывному разложению, но в составе смесей с углеводородами гораздо более стабилен. В настоящее время производство ацетилендинитрила очень ограничено и стоимость его высока, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех её областях применения.
Электрошлаковая сварка
ЭШС – сварка плавлением, при которой используется теплота, выделяющаяся при прохождении электрического тока через расплавленный электропроводный шлак. Расплавленный шлак удерживается в колодце, который образован кромками детали и специальными формирующими водоохлаждаемыми устройствами – ползунами. За счет разности плотности электродный металл опускается на дно сварочной ванны, образуя металлическую ванну. Капли электродного металла, проходя через расплавленный шлак улучшают химический состав. Расплавленный шлак, находясь в верхней части ванны исключает воздействие окружающей среды. Электродная проволока вводится прямо в шлаковую ванну и там плавится, дуговой разряд отсутствует. По мере повышения уровня металлической ванны за счет расплавленного электродного металла, повышается уровень и шлаковой ванны. Поднимаются водоохлаждаемые ползуны на специальной подвеске и подающий механизм электрода. В нижней части металлической ванны жидкий металл охлаждается, за счет теплоотвода в основном металле и водоохлаждаемые ползуны, и кристаллизуется. Процесс начинается во входном кармане, а заканчивается на выводных планках, которые затем срезаются, так как в начале и конце шва могут быть дефекты.
Плазменная сварка
Источником теплоты является плазменная струя, получаемая при ионизации рабочего газа в промежутке между электродами. Одним из электродов может быть само свариваемое изделие, либо оба электрода могут находиться в плазменной горелке — плазмотроне. Струя плазмы сжимается и ускоряется под действием электромагнитных сил, оказывая на свариваемое изделие как тепловое, так и газодинамическое воздействие. Помимо собственно сварки, этот способ часто используется для технологических операций наплавки, напыления и резки. Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямого действия (электрод-катод, разрезаемый металл-анод). Сущность процесса заключается в местном плавлении и выдувании расплавленного металла с образованием полости реза при перемещении резака относительно разрезаемого металла.
Электронно-лучевая сварка
Источником теплоты является электронный луч, получаемый за счёт термоэлектронной эмиссии с катода электронной пушки. Сварка ведётся в высоком вакууме в вакуумных камерах. Известна также технология сварки электронным лучом в атмосфере нормального давления, когда электронный луч покидает область вакуума непосредственно перед свариваемыми деталями.
Сварка электронным лучом имеет значительные преимущества: Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объеме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002 … 5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине до 20:1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т. д. Уменьшение протяженности зоны термического влияния снижает вероятность рекристаллизации основного металла в этой зоне. Малое количество вводимой теплоты. Как правило, для получения равной глубины проплавления при электронно-лучевой сварке требуется вводить теплоты в 4 … 5 раз меньше, чем при дуговой. В результате резко снижаются коробления изделия. Отсутствие насыщения расплавленного и нагретого металла газами. Наоборот, в целом ряде случаев наблюдается дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество электронно-лучевой сварки достигается также на низкоуглеродистых, коррозионно-стойких сталях, меди и медных, никелевых, алюминиевых сплавах. Недостатки электронно-лучевой сварки: Возможность образования несплавлений и полостей в корне шва на металлах с большой теплопроводностью и швах с большим отношением глубины к ширине; Для создания вакуума в рабочей камере после загрузки изделий требуется длительное время.
Лазерная сварка
Уникальные свойства лазерного излучения – высокая монохроматичность и когерентность, низкая расходимость позволили создать перспективный вид высококонцентрированного теплового источника энергии. При облучении поверхности тела светом часть энергии квантов поглощается этой поверхностью. Если световую энергию сконцентрировать на малом участке поверхности, можно получить высокую температуру. На этом основана сварка световым лучом оптического квантового генератора – лазера. Луч лазера, как сварочный источник энергии, открыл новые технологические возможности в теории и практике сварочных процессов. Лазер, в настоящее время, является единственным доступным сварочным источником энергии, который при атмосферных условиях позволяет получить плотности мощности до 108 Вт/см2, реализующие режим глубокого проплавления.
Лазерная сварка это одно из направлений применения мощного лазерного излучения. Лазерная сварка является технологией Hi-Tec и применяется, как правило, там, где необходимо обеспечить высокий уровень физико-механических свойств и точности исполнения сварного шва. Так, в мире, лазерную сварку широко используют для производства автомобилей, самолетов, в кораблестроении и в других сложных многоступенчатых производственных линиях. В России лазерную сварку на протяжении последних десяти лет практически нигде не внедряли. А между тем, технология лазерной сварки стала более изученной и более доступной для применения. Те проблемы, которые стояли перед ней ещё десять лет назад, сейчас решены.
Продолжение следует...