Контактная стыковая сварка оплавлением

Контактная стыковая сварка представляет собой сварочный процесс, в рамках которого отдельные детали соединяются по всей плоскости касания, причем это соединение происходит в результате нагрева.
В зависимости от требований к готовому сварному шву, площади сечения, а также конкретной марки металла, подобное воздействие выполнять можно несколькими способами, а именно оплавлением или же сопротивлением.
Соединение в процессе контактной сварки формируется на порядок быстрее, чем в процессе сварки плавлением. В итоге, такой процесс отличается большей производительностью, а также характеризуется меньшим короблением детали.
Контактная стыковая сварка достаточно часто используется в серийном и массовом производстве.
Это обусловлено тем, что данный процесс более легко автоматизируется, а также отлично встраивается в конвейеры (поточные).
Подобная сварка достаточно активно используется в авиакосмической, а также автомобильной промышленности.
Однако и в других отраслях (к примеру, данной технологией, сваривают газопроводы и нефтепроводы) этот способ нашел также широкое применение, в частности из-за того, что соединения, полученные таким образом, выгодно отличаются высокой прочностью.
Также стоит отметить и тот важный факт, что с контактной сваркой, в случае необходимости, легко справится даже неопытный сварщик, то есть качество готового соединения от квалификации работника не зависит.
Контактную сварку можно использовать для соединения между собой деталей толщиной от сотых до десятых миллиметров (и вплоть до десятков миллиметров).
Для работ сегодня обычно используются системы с повышенной частотой питающего напряжения. В итоге, это позволяет снизить габариты трансформатора.
Сварка с закладными нагревателями
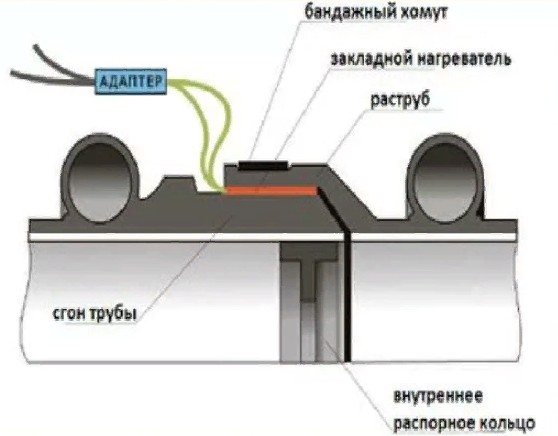
Применяется для сварки полиэтиленовых труб. Источником теплоты служит элементы сопротивления запаянные в сварной муфте. При сварке с закладными электронагревателями полиэтиленовые трубы соединяются между собой при помощи специальных пластмассовых соединительных деталей, имеющих на внутренней поверхности встроенную электрическую спираль из металлической проволоки. Получение сварного соединения происходит в результате расплавления полиэтилена на соединяемых поверхностях труб и деталей (муфт, отводов, тройников седловых отводов) за счёт тепла, выделяемого при протекании электрического тока по проволоке спирали, и последующем естественном охлаждении соединения.
Точечная сварка является разновидностью контактной сварки. При этом способе, нагрев металла до температуры его плавления осуществляется теплом, которое образуется при прохождении большого электрического тока от одной детали к другой через место их контакта. Одновременно с пропусканием тока и некоторое время спустя после него производится сжатие деталей, в результате чего происходит взаимное проникновение и сплавление нагретых участков металла.
Контактная точечная сварка
Особенностями контактной точечной сварки являются: малое время сварки (от 0,1 до нескольких секунд), большой сварочный ток (более 1000А), малое напряжение в сварочной цепи (1-10В, обычно 2-3В), значительное усилие сжимающее место сварки (от нескольких десятков до сотен кг), небольшая зона расплавления.
Точечную сварку чаще всего применяют для соединения листовых заготовок внахлестку, реже - для сварки стержневых материалов. Диапазон толщин, свариваемых ею, составляет от нескольких микрометров до 2-3 см, однако чаще всего толщина свариваемого металла варьируется от десятых долей до 5-6 мм.
Большая востребованность точечной сварки обусловлена целым рядом достоинств, которыми она обладает. В их числе: отсутствие необходимости в сварочных материалах (электродах, присадочных материалах, флюсах и пр.), незначительные остаточные деформации, простота и удобство работы со сварочными аппаратами, аккуратность соединения (практическое отсутствие сварного шва), экологичность, экономичность, подверженность легкой механизации и автоматизации, высокая производительность. Автоматы точечной сварки способны выполнять до нескольких сотен сварочных циклов (сварных точек) в минуту.
К недостаткам можно отнести отсутствие герметичности шва и концентрацию напряжений в точке сварки. Причем последние могут быть значительно уменьшены или вообще устранены особыми технологическими приемами.
Весь процесс точечной сварки можно условно разделить на 3 этапа.
- Сжатие деталей, вызывающее пластическую деформацию микронеровностей в цепочке электрод-деталь-деталь-электрод.
- Включение импульса электрического тока, приводящего к нагреву металла, его расплавлению в зоне соединения и образованию жидкого ядра. По мере прохождения тока ядро увеличивается по высоте и диаметру до максимальных размеров. Происходит образование связей в жидкой фазе металла. При этом продолжается пластическая осадка контактной зоны до окончательного размера. Сжатие деталей обеспечивает образование уплотняющего пояса вокруг расплавленного ядра, который препятствует выплеску металла из зоны сварки.
- Выключение тока, охлаждение и кристаллизация металла, заканчивающаяся образованием литого ядра. При охлаждении объем металла уменьшается, и возникают остаточные напряжения. Последние являются нежелательным явлением, с которым борются различными способами. Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Оно обеспечивает проковывание металла, устраняющее неоднородности шва и снимающее напряжения.
При следующем цикле все повторяется снова.
Диффузионная сварка
Диффузионная сварка – способ сварки давлением в вакууме приложением сдавливающих сил при повышенной температуре.
Свариваемые детали тщательно зачищают, сжимают, нагревают в вакууме специальным источником тепла до температуры рекристаллизации (0,4 Тпл), и длительно выдерживают. В начальной стадии процесса создаются условия для образования металлических связей между соединяемыми поверхностями. Низкое давление способствует удалению поверхностных пленок, а высокая температура и давление приводят к уменьшению неровностей поверхностей и сближению их до нужного расстояния. Затем протекают процессы диффузии в металле, образуются промежуточные слои, увеличивающие прочность соединения. Соединения получают при небольшой пластической деформации. Изменение размеров мало.
Сварка может осуществляться в среде инертных и защитных газов: гелий, аргон, водород.
Способ применяется для соединения металлов, металлов и полупроводников, а также других неметаллических материалов.
Диффузионная сварка широко применяется в космической технике, в электротехнической, радиотехнической и других отраслях промышленности.
Кузнечная сварка
Кузнечная сварка возникла в ходе освоения человеком формообразования нагретого металла при кузнечной обработке. Для осуществления кузнечной сварки металл сначала нагревают (чаще всего в печи) до «сварочного жара». Применительно к стали это составляет 1500... 1600 К. Затем соединяемые детали подвергают совместной проковке, во время которой вследствие пластической Деформации образуется сварное соединение. Основным достоинством кузнечной сварки следует считать получение сварного соединения со значительной степенью деформации металла шва, что повышает его механические характеристики и приближает их к свойствам основного металла.
Развитие технологии и оборудования кузнечно-прессового производства привело к возникновению нескольких разновидностей кузнечной сварки, которые нашли применение в промышленности:
- собственно кузнечная сварка, когда для осуществления процесса используют кузнечные молоты и гидравлические прессы;
- сварка прокаткой в результате совместной деформации деталей (чаще всего листов) при их прокатке. Этот процесс применяется при изготовлении различных биметаллических заготовок, листовых теплообменников и т. д.;
- сварка волочением, когда детали подвергают деформированию при их протягивании через специальную фильеру (волоку). Такая технология используется при изготовлении различных биметаллических проволок, трубок, лент.
С энергетической точки зрения кузнечные сварочные процессы достаточно выгодны - не требуют источников с высокой концентрацией энергии, но для их осуществления, как правило, необходимо сложное и металлоемкое кузнечно-прессовое оборудование.
Сварка токами высокой частоты
Высокочастотная сварка (индукционная, радиочастотная) — это способ сварки давлением, при котором кромки деталей нагреваются током высокой частоты до температуры оплавления. Плотность тока высокой частоты, протекающего по металлическому телу, максимальна на поверхности тела и резко уменьшается по мере удаления в глубь тела. Это явление называют поверхностным эффектом. Кроме того, токи высокой частоты, протекающие в двух параллельных проводниках в противоположных фазах, стремятся сблизиться. Это явление называют эффектом близости.
Нагрев деталей при высокочастотной сварке проводят с помощью индуктора, располагаемого у свариваемого стыка и генерирующего в свариваемых кромках индукционные токи, или с помощью двух скользящих по поверхности детали электродов. В обоих случаях эффект близости и поверхностный эффект позволяют обеспечить нагрев только в поверхностных слоях соединяемых кромок глубиной 0,1—0,15 мм. Это уменьшает расход энергии и повышает качество сварного соединения, так как можно избежать перегрева металла вблизи шва.
При сварке токами высокой частоты (ТВЧ) изделие перед сварочным узлом формируется в виде заготовки с У-образной щелью между свариваемыми кромками. К кромкам с помощью индуктора или вращающегося контактного ролика подводится ток высокой частоты таким образом, чтобы он проходил от одной кромки к другой через место их схождения.
Процессы высокочастотной сварки можно подразделить на три группы: сварка давлением с оплавлением, сварка давлением без оплавления и сварка плавлением без давления.
Продолжение следует...