Напалков А.В., к.т.н. napalkovav@mail.ru

На сегодняшний день саморезы, а по стандартам - это Винты самонарезающие и Винты самосверлящие одни из самых массовых крепёжных изделий востребованных на рынке.
Существует огромная номенклатура самонарезающих и самосверлящих винтов по стандартам: DIN 7504 K, DIN 7504 N, DIN 7504 P, DIN 7962, DIN 7971, DIN 7972, DIN 7973, DIN 7976, DIN 7981 PH, DIN 7981 PZ, DIN 7982 PH, DIN 7982 PZ, DIN 7983 PH, DIN 7983 PZ, ISO 1481, ISO 1482, ISO 1483, ISO 1479, ISO 7049, ISO 7050, ISO 7051, JP 76, JP 81, JP 82, по отечественным ГОСТам, по отечественным отраслевым ОСТам, стандартам предприятий СТП, ТУ, таблицам FIAT-ВАЗ и т.д. И в каждом стандарте определены требования к Форме головки, к Форме конца стержневой части детали, Геометрии, Размерам, Материалу, Твердости, Методам контроля и Методикам испытаний.
В основном, во всех стандартах, регламентируется изготавливать саморезы из чёрных металлов. В ряде стандартов есть варианты изготовления саморезов из цветных металлов (латунь, бронза, алюминий). Саморезы из цветных металлов в основном равнопрочны "сырому" металлу. Такие саморезы применяются для соединения "мягких" неметаллических материалов - пластмасса, дерево, кожа, резина, безусловно, не могут быть отнесены к высокопрочному крепежу.
Саморезы из чёрных металлов, в основном, это саморезы из низкоуглеродистых и нержавеющих марок сталей. И здесь существует градация. Саморезы из низкоуглеродистых сталей, в зависимости от технических требований стандарта, могут подвергаться дополнительной упрочняющей Химико-термической обработке, или не проходить дополнительное упрочнение. Саморезы из нержавеющих сталей в основном не проходят дополнительного упрочнения.
В основной массе известных всем саморезов, поставляемых в том числе из Китая, - это саморезы изготовленные из низкоуглеродистой стали с дополнительной упрочняющей Химико-термической обработкой, с защитным металлическим (например, цинковое), или неметаллическим (например, хим. оксидирование, хим. фосфатирование) покрытием.
Особенность упрочняющей Химико-термической обработки, в отличие от объёмной закалки, это не фазовое изменение структуры металла, а насыщение поверхности химическими элементами. Например, при цементации - это насыщение углеродом поверхностного слоя детали, при этом сердцевина детали остается практически «сырой». При нитроцементации (цианирование) поверхностное насыщение деталей одновременно азотом и углеродом.
Фрагмент из ОСТ 23.4.90-76 Винты самонарезающие для металла и пластмассы. Технические требования.
«.. п.3 Самонарезающие винты должны изготавливаться из стали марок 08кп, 10 или 10кп по ГОСТ 10702-63.
п.4. Винты должны подвергаться химико-термической обработке и иметь твердость поверхностного слоя НRC 56-62.
п.5. Винты должны иметь защитное покрытие. Толщина слоя 6-9 мкм..»
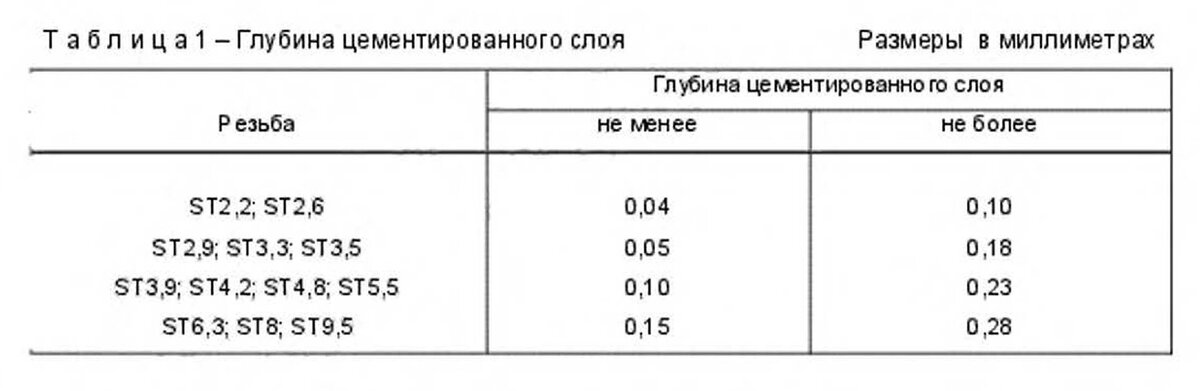
Фрагмент из ГОСТ ISO 2702-2015 Винты самонарезающие стальные термообработанные. Механические свойства.
«..п.3 Материал. Самонарезающие винты следует изготавливать холодной высадкой из цементируемой, качественной стали.
п.4 Технические требования.
п.4.1 Металлургические требования
п.4.1.1 Твердость поверхности. Твердость поверхности после термообработки должна быть не менее 450 HV0,3 (cм. ISO 6507-1)
п.4.1.2 Глубина цементированного слоя. Глубина цементированного слоя должна соответствовать значениям, приведенным в таблице 1.
п.4.1.3 Твердость сердцевины. Твердость сердцевины после термообработки должна быть:
- 270 – 310 HV 5 для резьбы ≤ ST3,9
- 270 – 310 HV 10 для резьбы ≥ ST4,2
п.4.1.4 Микроструктура. Микроструктура не должна иметь зоны свободного феррита между цементированным слоем и сердцевиной..»
Таким образом, саморезы, в основной массе, изготавливают из низкоуглеродистых сталей, имеют химико-термическое упрочнение, и являются высокопрочным крепежом. Но, в отличие от болтов, винтов, шпилек и гаек, на саморезах нет подобной маркировки класса прочности.