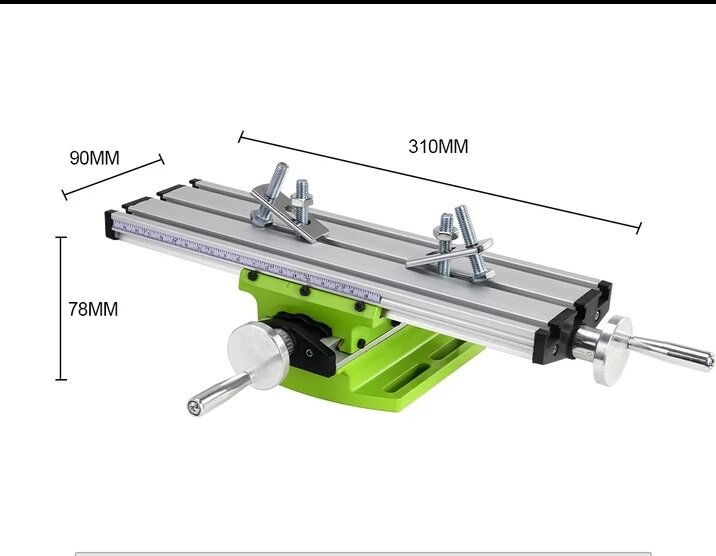
Несколько лет назад, купил я у китайцев минисверлильный станок. Агрегат интересный, сделан качественно. А к нему, мне "навязали" координатный столик. Ну как, навязали... Продавалось комплектом, и с хорошей скидкой. А по отдельности они стоили, заметно дороже чем в наборе. В общем выгодное предложение, поэтому и взял.

И если станком я пользовался (кстати, неплохой станок, при мощности в 580 Вт, легко сверлит сталь, свёрла до 10 мм.), то столик валялся без дела. Сначала я его установил на станок, но как показала практика, для сверления он не нужен, а только мешает. Забирает много пространства по высоте.
И вот на днях, возникла острая необходимость профрезеровать отверстия в панели из композита. Композит, это такой трёхслойный материал, где внешние слои из аллюминия, а внутренний слой из пластика. И вспомнил я о своём координатном столике и решил "поженить" его со сверлильным станком. После пары часов раздумий, и одного вечера рукоделья, получилась такая машина...
Главной технической задачей, в процессе превращения сверлильного станка в сверлильно-фрезерный, была реализация плавной (до десятых миллиметра) подачи суппорта с его фиксацией в любом промежуточном положении. Штатная рукоятка опускания сверлильного патрона, не годилась. Во первых, перемещение грубое и трудно отслеживаемое, а во вторых, невозможность фиксации в нужном положении. Подпружиненная рукоятка, возвращается обратно. Определённые трудности, создавала и компактность станка. Кроме того, хотелось иметь возможность без перестроек менять режимы со сверлильного на фрезерный и обратно. В результате, пришёл к такому решению.
В верхней крышке, после тщательной промерки и разметки, было просверлено отверстие. Из удлинённой гайки М8 и металлической пластины 2 мм, было изготовлено устройство для ходового винта. Ходовой винт изготовлен из винта М8, длиной 80 мм. Пластик верхней крышки сверлильного станка, достаточно толстый 2,5 мм. Поэтому получилось закрепить механизм на нём при помощи двух винтом М3. Маховичок распечатал на 3D принтере и напрессовал на головку винта.
Механизм работает следующим образом: при вращении маховика по часовой стрелке, шпиндель опускается, против часовой стрелки поднимается. Один оборот маховика перемещает шпиндель на 1,25 мм. Кстати, такой же шаг у координатного столика. Полный ход шпинделя 23 мм. Вряд ли можно найти задачу, где может понадобиться более глубокое фрезерование. Даже эта глубина избыточна. По окончании фрезеровочных работ, маховик подачи выставляется в нулевое положение, и станком можно пользоваться, как сверлильным, штатной рукояткой опускания сверлильного патрона.
При работе, ходовой винт от вибрации не крутится, потому что шпиндель подпружинен мощной пружиной, и довольно сильно поджимает винт. В результате, выставленная подача не уходит со временем. Фрезеровка ровная и точная по глубине.
Испытания станка показали полную его работоспособность при фрезеровании различных материалов. Результатом доработки, я остался более чем доволен!
Напоследок, несколько фотографий профрезерованных материалов:
Фрезеровал концевой, спиральной, четырёхзаходовой фрезой диаметром 4 мм.
Вот такой настольный сверлильно-фрезерный станок у меня получился. Спасибо за прочтение!