Ориентация модели при слайсинге имеет важное значение и все это знают. Но я возьму на себя смелость напомнить об этом новичкам и остальному 3D сообществу. Статья в первую очередь просвещенна FDM печати, т.к. в ней не много ухищрений для сокрытия слоев.
Всем понятно что в послойной печати совсем избавиться от слоев не получится. На поверхностях близких к вертикальным слои смотрятся скорее как текстура поверхности, нежели дефект. Но проблема возникает когда поверхность имеет большую площадь и ее плоскость близка к горизонтальной, тут возникает хорошо известная "ступенька". Если площадь этих "ступенек" не велика, то хорошо сработает уменьшение высоты слоя. А функции "адаптивная величина слоя" в куре или "переменная величина слоя"/"модификатор диапазона высоты слоев" в прюше (к сожалению не работают с органическими поддержками), позволят сделать это для части модели, позволяя сокращая время печати.
Одним изменением толщины слоя не всегда удается добиться подходящего результата и тут либо принтер менять чтобы получить еще более тонкий слой, либо покрутить модель в слайсере. Иногда поворот модели на несколько градусов позволят получить лучший результат и при более толстом слое.
В качестве примера возьмем небезызвестного дракончика. Слева на право: №1 стандартное расположение модели и слой 0.2, №2 модель с наклоном на хвост и слой 0.2, №3 стандартное расположение модели и слой 0.1, №4 модель с наклоном и слой 0.1.
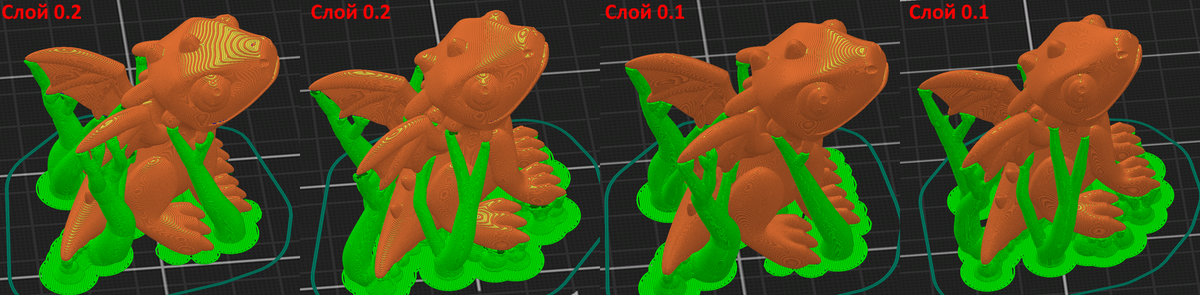
Как видно после небольшого наклона модели №2 голова при слое 0.2 сравнима по качеству с моделью №3 без наклона при слое 0.1, при этом время сравнимо с моделью №1. Как всегда есть одно "но", физику не обманешь и толстый слой виден на небольших участках (верх крыльев, кончик носа, лапы). И тут вы возможно вспомните про "переменную/адаптивную величину слоя" как возможность сократить время, но тут будут "но". В прюше эта фича не работает с органическими поддержкам, а рисовать поддержки ручками сомнительное удовольствие (хотя есть версия модельки с уже нарисованными), а в куре только автоматический режим, который у меня нарезал модель практически целиком слоем 0.1, с редким вкраплением слоев 0.12.
Но конечно самым удачным оказался последний вариант - модель №4. Тонкий слой и удачно выбранная ориентация модели могут позволить отказаться от послепечатной обработки или значительно сократить ее.
Но все это теория и хочется взглянуть как это реализовано в пластике. Пластик и освещение выбрано так, чтобы подчеркнуть дефекты. Ну а скорость печати выбрана чтобы меньше ждать (ну нужно так делать художки).

На фотографиях видно тоже что и в слайсере. Голова модели №2 и модели №3 почти одинаковые по качеству, но у №2 хуже крылья (лапы кстати хорошо получились) и их придется пару раз шаркнуть наждачкой. Модель №4 вообще хорошо получилась, особенно в другом ракурсе.
Резюмируя все выше изложенное можно сделать вывод, не нужно всегда полагаться на автора модели в выборе ракурса для печати. Несколько минут потраченных на вращение модели в слайсере позволят либо сократить время печати модели без ухудшения качества, либо сэкономить усилия на послепечатной обработке.