Метод пневматического распыления. Его основные достоинства и недостатки.
Пневматическое распыление ЛКМ осуществляется в результате воздействия потока сжатого воздуха, поступающего из воздушной головки, на струю распыляемого материала, вытекающего из отверстия, соосно размещенного внутри головки материального сопла.
При распылении сжатый воздух вытекает из кольцевого зазора головки с большой скоростью (до 450 м/с), в то время как скорость истечения струи ЛКМ ничтожно мала. При высокой относительной скорости возникает трение между струями воздуха и распыляемого материала, вследствие чего струя материала, как бы закрепленная с одной стороны, вытягивается в тонкие отдельные струи, распадающиеся в результате возникающих колебаний на множество полидисперсных капель (красочный аэрозоль ЛКМ). В процессе распыления образуется движущаяся масса полидисперсных капель диаметром 6—100 мкм (так называемый факел). Достигая окрашиваемой поверхности, факел настилается на нее и распространяется по ней во все стороны. Основная масса полидисперсных капель, имея достаточную скорость, осаждается на поверхности. Часть их (наиболее мелкая фаза), потеряв скорость, не достигает поверхности и уносится уходящим потоком воздуха, образуя красочный туман (потери ЛКМ на туманообразование).
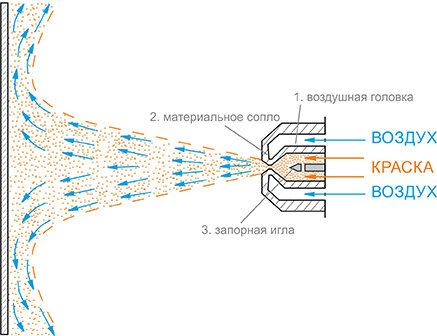
Рис.1. Схема дробления ЛКМ методом пневматического распыления:
- воздушная головка;
- материальное сопло;
- запорная игла;
Для пневматического распыления ЛКМ используется давление сжатого воздуха 0,2 - 0,6 МПа (2-6 атм) при вязкости ЛКМ 14 - 60 с по вискозиметру ВЗ-264-4.
Дисперсность аэрозоля ЛКМ зависит от давления сжатого воздуха, отношения расхода воздуха к расходу ЛКМ, физических свойств ЛКМ. Оптимальная дисперсность аэрозоля ЛКМ 30 - 60 мкм.
Метод пневматического распыления получил широкое распространение при окрашивании промышленных изделий практически во всех отраслях промышленности.
Достоинства этого метода:
- универсальность, т.е. возможность его применения с разной производительностью практически в любых производственных условиях как при окраске вручную отдельных изделий и мелких работах, так и при нанесении ЛКМ на полностью автоматизированных поточных линиях;
- простота устройства и обслуживания окрасочного оборудования при высокой степени надежности его работы, сравнительно низкая его стоимость;
- возможность нанесения почти всех ЛКМ с различными наполнителями при минимальном объеме приготовленного материала;
- возможность окрашивания промышленных изделий различных габаритов и конфигураций любой группы сложности;
- получение покрытия любого класса по внешнему виду (ГОСТ 9.032-74), включая покрытие I класса.
Недостатки этого метода:
Недостатком метода является большое количество загрязненного красочным аэрозолем воздуха, который образуется при распылении ЛКМ и должен быть очищен и удален через водяные или сухие фильтры в окрасочных камерах. Повышенное туманообразование ведет к дополнительным потерям ЛКМ. Для пневматического распыления характерен также большой расход растворителей, используемых для доведения ЛКМ до рабочей консистенции.
Это – универсальная установка безвоздушного распыления с пневматическим приводом. Установка создана для индустриальной окраски любыми ЛКМ средней и низкой вязкости. Компактность модели делает ее удобной при перемещении. Конструкция установки универсальна и с легкостью разбирается для редкого обслуживания и ремонта.

Область применения: Мебельное и деревообрабатывающее производство, металлообрабатывающая промышленность, специальное машиностроение. Аппарат широко распространен на заводах по производству и покраске вагонов, окраске различных деревянных и металлических конструкций.
Основные распыляемые материалы: красок, лаков, эмалей, грунтовок средней вязкости на основе разбавителей: воды, уайт-спирита, сольвента, разбавителя для масляных красок, скипидара.