
Легкие металлы стали неотъемлемой частью автомобильной, аэрокосмической, транспортной и многих других отраслей промышленности. Предлагая возможность снижения веса и экономичности, они могут способствовать повышению эффективности, производительности и экологичности производства в этих отраслях.
Несмотря на благоприятное соотношение прочности и веса, легкие металлы, как правило, имеют низкую твердость и плохую устойчивость к механическому износу. Алюминий, например, подвержен износу, вызванному трением, что делает обработку поверхности и современные покрытия необходимыми для использования во многих областях применения.
Широкое разнообразие применений и, как следствие, спрос на эти легкие металлы породили широкий спектр решений для поверхностей. Эти растворы различаются по прочности, технике нанесения, толщине и химическому составу. Рассмотрение различий между этими методами является ключевым шагом в поиске оптимального покрытия для вашего применения.
Требования к износостойкому покрытию
Во-первых, важно признать, что «износостойкость» — это общий термин, и существуют различные типы износа, такие как удар, истирание, истирание, скольжение при трении и другие.
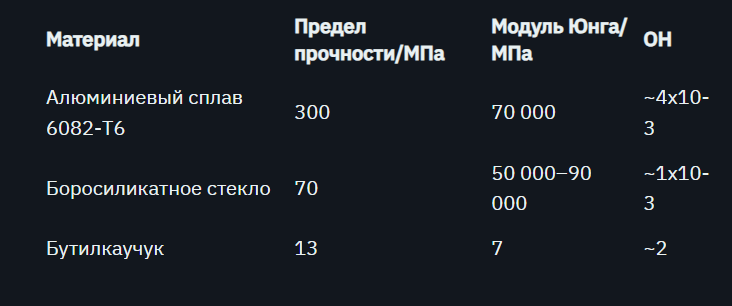
Традиционно считалось, что высокая твердость (Н) поверхности материала обеспечивает хорошую износостойкость. Частично это верно, но не учитывает различные типы механизмов износа. Фактически, уровень податливости также очень полезен, поскольку позволяет деформировать подложку без разрушения. Более полезным показателем того, будет ли покрытие износостойким, является отношение его твердости или прочности на разрыв к его жесткости (модуль Юнга, E). Покрытия с высоким соотношением H/E обладают вязкостью разрушения и лучше переносят деформации подложки, не поддаваясь. Эти свойства придают основанию более надежную износостойкость, чем просто твердость. Примеры соотношения H/E показаны в таблице ниже:
Вторым важным свойством износостойкого покрытия является низкое трение между покрытием и его изнашиваемым аналогом. Трение — довольно сложное явление с микроскопической точки зрения, описываемое хорошо известной макроскопической формулой F = µN. Уменьшение коэффициента трения µ снижает передачу энергии между поверхностями скольжения и, следовательно, снижает вероятность повреждения. В некоторой степени этого можно достичь путем полировки поверхности для уменьшения шероховатости. Альтернативно, введение смазочного слоя, менее способного выдерживать силу сдвига, между поверхностями уменьшит передачу энергии и, следовательно, повреждение. Такими слоями могут быть газы, жидкости или даже некоторые твердые тела, такие как графит или MoS2, обладающие пластинчатой структурой со слабосвязанными слоями, которые могут легко отделяться под действием сдвиговых усилий. Этот подход снижения трения работает в тех случаях, когда требуется низкое трение, например, на несущих поверхностях, но он менее полезен, например, для тормозных поверхностей, где передача энергии между поверхностями является основным требованием.
Наконец, в случаях высоких нормальных нагрузок (Н) между двумя поверхностями может потребоваться, чтобы покрытие обладало способностью выдерживать нагрузку, особенно если оно имеет более высокую прочность, чем подложка. Это часто происходит с легкими металлическими подложками, относительно низкий предел текучести которых в противном случае может не выдерживать напряжения Герца, создаваемые партнером по износу. В этом случае два подхода заключаются в нанесении очень толстого покрытия, которое сможет выдержать нагрузку без текучести или разрушения, или в увеличении прочности самой поверхности основного металла за счет диффузии вторичных элементов в его решетку.
Чтобы помочь вам начать поиск, мы рассмотрели четыре наиболее популярных покрытия поверхности для достижения износостойкости:
1. Жесткое анодирование
Твердые анодированные поверхностные покрытия производятся способом, аналогичным стандартным методам серного анодирования. Более высокие температуры и различные параметры времени обработки используются для формирования более твердых и толстых защитных оксидных слоев.
Твердое анодирование обеспечивает очень хорошее износостойкое покрытие для многих применений. Его твердость в два или три раза выше, чем у самого алюминия, но значительно ниже, чем у большинства распространенных абразивов, таких как песок, стекло, текстиль и т. д. Его основная защита — тонкая столбчатая микроструктура, которая может привести к очень гладкой поверхности после полировки и, следовательно, к низкому трению. .
Твердые анодированные покрытия лучше всего подходят для применений, связанных с интенсивным нагревом, но не обязательно для тяжелых нормальных нагрузок. Металлы, предназначенные для выдерживания тяжелых грузов, не следует подвергать жесткому анодированию, поскольку покрытие обычно имеет вертикальные трещины по всей толщине, которые повышают напряжение и снижают усталостную прочность металла. Ограниченный эстетический эффект также ограничивает возможности применения твердых анодированных металлов, что делает их менее гибким вариантом для инженеров-технологов. Жесткое анодирование недоступно для магниевых и титановых сплавов.
2. Азотирование
Азотирование – популярная упрочняющая термообработка. Защитный слой твердый, тонкий по форме и выращивается путем термохимического введения азота на внешнюю поверхность.
Хотя титан по природе своей прочен, скорость его износа выше, чем у других легких металлов. Защитные слои могут значительно повысить защиту от абразивного износа в тяжелых условиях и условиях эксплуатации. Существует три широко используемых метода азотирования поверхности металла:
- Солевые ванны – менее распространены из-за токсичных побочных продуктов.
- Газовое азотирование - по-прежнему популярно, хотя производится аммиак, что создает трудности при производстве в больших объемах.
- Ионное азотирование - особый инновационный подход, более чистый метод азотирования с использованием плазмы в условиях вакуума.
Каждый из этих методов сталкивается с уникальными проблемами производства. Например, методы газового азотирования менее подходят для материалов с более сложной геометрией, если не используется применение высокого давления. Однако одной из проблем всех методов азотирования являются высокие температуры (обычно выше 540°C), а это означает, что в случае легких сплавов он действительно подходит только для титана. Даже в этом случае необходимо учитывать возможность термической деформации.
Наиболее подходящими методами азотирования являются материалы, производимые в небольших объемах. Существуют также проблемы с материалами сложной геометрии, поскольку для формирования тонких слоев требуется достаточное давление, поэтому для более масштабируемых покрытий рекомендуется использовать простые материалы.
3. Химический никель.
Химическое никелирование (ХН) является, пожалуй, самым популярным и эффективным типом химического или автокаталитического покрытия алюминия и титана. Он включает осаждение композита Ni-P в химической ванне, позволяющее получить покрытия с превосходной однородностью и метательной способностью. Эти покрытия обладают высокой твердостью, естественной смазывающей способностью, пластичностью и хорошей износостойкостью и стойкостью к истиранию, что делает их очень хорошими покрытиями при износе скольжением. Дополнительную износостойкость можно придать за счет включения в покрытие карбида кремния (так называемое покрытие Nicasil).
Нанесение ХН хорошего качества может быть проблематичным, поскольку чистота поверхности перед нанесением имеет решающее значение, а любые поверхностные загрязнения могут не инициировать покрытие на определенных участках. Основным недостатком ХН на легких сплавах является то, что это катодное, или неразрушающее, покрытие, которое может вызвать быструю коррозию подложки, если покрытие содержит какие-либо поры или другие нарушения. Это была распространенная причина выхода из строя литых сплавов, из-за чего от него отказались в качестве широко распространенного покрытия для гильз цилиндров в двигателях внутреннего сгорания. Это свойство означает, что ХН редко наносится на магний, за исключением пассивного промежуточного слоя.
В последнее время производство ХН-покрытий стало более строго регулируемой отраслью из-за проблем со здоровьем и окружающей средой, связанных с соединениями никеля. Кроме того, компоненты с ХН-покрытием сложно перерабатывать, поскольку покрытие необходимо предварительно удалить.
Заключение
При высоких температурах и условиях жестких допусков предотвращение износа в трибологических устройствах, таких как двигатели, абсолютно необходимо. Даже в менее суровых условиях выбор поверхностного покрытия является важным вопросом , требующим вашей осторожности и внимания, чтобы обеспечить соответствие желаемых характеристик соответствующему методу.
Комплексный подход к этому решению лучше всего поможет вам найти оптимальное решение. Это влечет за собой проверку состава вашей легкой металлической основы и аналога или агента, вызывающего износ. Требования к производительности конкретного применения, геометрия компонентов и понимание природы самого механизма износа помогут обеспечить выбор правильного подхода.