
По сравнению с традиционным производством 3D-печать дешевле, удобнее, создает гораздо меньше беспорядка и токсичных побочных продуктов. В конце концов, она принесла прототипирование и мелкосерийное производство в наши спальни. Но если 3D-печать и удобна, то уж точно не проста.
Абсолютно все, начиная от неправильного натяжения ремня и неправильного момента затяжки сопла и заканчивая неверными настройками любого из сотен программ для слайсера, может привести к катастрофическому сбою вашей 3D-печати. Но не волнуйтесь, ведь мы собрали самые распространенные причины отказов 3D-печати вместе с удобными советами, как их избежать.
В этой статье:
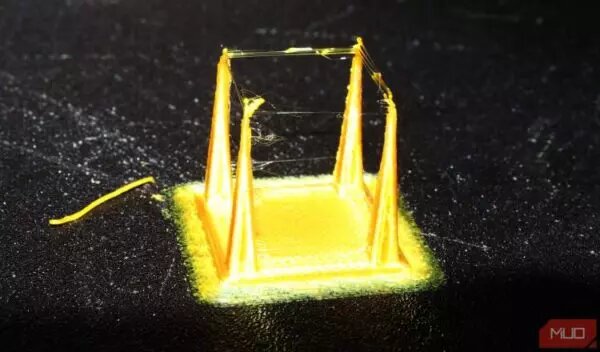
1. Образование струн
Натяжение струн, возможно, и не является катастрофой для косметических 3D-отпечатков, но тонкие нити пластика, идущие горизонтально по всем пустым местам вашей модели, тоже не способствуют успеху. Хуже того, чрезмерное нанизывание может даже вызвать проблемы с зазором в функциональных отпечатках — особенно в тех, которые включают движущиеся части.
Неприглядный дефект возникает, когда 3D-принтер не может остановить вытекание расплавленной нити из сопла при прохождении через зазоры в 3D-модели. Это явление зависит от нескольких факторов, начиная от вязкости расплавленной нити и заканчивая давлением, создаваемым в сопле.
Иными словами, печать при высоких температурах облегчает вытекание нити из сопла и приводит к образованию струн. В то же время, если не ослабить давление в сопле, расплавленный пластик будет выталкиваться наружу преждевременно. Присутствие влаги в нити также может способствовать образованию струн.
Что еще хуже, некоторые материалы, такие как PETG, по своей природе более подвержены этому дефекту 3D-печати.
Чем выше температура сопла, тем легче филаменту вытечь, когда этого не должно быть. Установка правильной температуры сопла позволяет добиться нужной вязкости филамента, что, в свою очередь, позволяет 3D-принтеру более точно контролировать поток расплавленного филамента. К счастью, есть простой способ добиться этого.
Большинство современных слайсеров, таких как PrusaSlicer или его аналог с открытым исходным кодом SuperSlicer, имеют встроенные тестовые модели температурных башен. Используйте эти мастера калибровки для точной настройки температуры сопла для выбранного вами филамента. Температурная башня позволяет печатать различные участки модели при разных температурах сопла.
Это идеально подходит для поиска золотой середины между максимальной прочностью межслойной адгезии и смягчением струны. Проведите тестовую печать на разных уровнях, чтобы определить, какой температурный режим достаточно прочен для вашего приложения и при этом уменьшает образование струн.
Теперь, когда мы разобрались с чрезмерной температурой сопла, мы можем перейти к тому, как помочь вашему принтеру уменьшить давление сопла. Выталкивание расплавленной нити из крошечного отверстия в сопле требует большого давления. Если вовремя не уменьшить огромную силу давления, филамент будет продолжать вытекать из сопла и проявляться в виде струны.
В программном обеспечении вашего слайсера есть настройка, называемая «расстояние втягивания», именно для этой цели. Как следует из названия, она снижает давление в сопле, вытягивая нить в обратном направлении. Величина расстояния втягивания измеряется в миллиметрах и составляет от 0,4 мм до 1,2 мм для экструдеров с прямым приводом. Однако для экструдеров Bowden требуется от 2 мм до 7 мм втягивания. Если вы не знаете, какие типы экструдеров бывают, наш обзор экструдеров с прямым приводом и боуденовских экструдеров поможет вам разобраться.
Значение также меняется в зависимости от жесткости/упругости материала филамента. Печать калибровочных моделей, оптимизированных для втягивания, — это единственный надежный способ определить правильные настройки для вашего 3D-принтера. Как и температурная башня, большинство достойных слайсеров имеют встроенные башни втягивания. Если нет, вы можете загрузить башню втягивания из Printables, чтобы узнать, какая настройка расстояния втягивания работает лучше всего.
Помимо расстояния втягивания, скорость втягивания также влияет на натягивание нити. Она варьируется от 25 мм/с до 60 мм/с для большинства филаментов, но также зависит от того, какой экструдер вы используете — прямой или боуденовский, а также зависит от жесткости/упругости материала, на котором производится печать. Слишком низкая скорость ухудшает нанизывание, в то время как чрезмерное значение приведет к пережевыванию филамента шестеренками экструдера или даже к его обрыву. И снова лучше всего использовать калибровочные отпечатки.
2. Засорение сопла
Засорение сопла происходит, когда нить не может пройти через сопло, что приводит к неполному отпечатку или полному отсутствию экструзии. В отличие от струнной печати, это неизменно приводит к полному отказу печати. Определить причину засорения и найти решение тоже не так просто из-за огромного количества переменных.
Сложность экструдера 3D-принтера создает множество точек отказа, которые могут способствовать засорению сопла. В целом, основные причины варьируются от механических (экструдер, сопло, нагреватель) проблем до выбора материала и методов работы с ним. Давайте рассмотрим наиболее распространенные причины.
Качество нити: Более дешевые нити, скорее всего, содержат пыль и мусор, которые со временем накапливаются в сопле и в конечном итоге блокируют его. Нередко внутри нитей, произведенных брендами, не соблюдающими надлежащие стандарты производства, можно обнаружить даже металлические фрагменты. Для того чтобы засорить среднее сопло, отверстие которого составляет всего 0,4 мм, требуется не так уж много. Поэтому стоит использовать высококачественные нити от известных брендов. Однако уменьшить негативное воздействие дешевых нитей очень просто, если следовать нашему руководству по профилактическому обслуживанию сопел.
Неправильный размер сопла: Инженерные нити, использующие углеродное волокно и смеси стекловолокна, могут легко засорить стандартные 0,4-миллиметровые сопла, которыми оснащено большинство 3D-принтеров. Лучше использовать более крупные сопла 0,6 мм, чтобы снизить риск того, что относительно крупные композитные материалы забьют крошечное отверстие стандартного сопла. Этот совет также относится к древесным, светящимся в темноте и металлическим нитям.
Чрезмерная высота слоя: Более толстые слои печатаются быстрее, но чрезмерная высота слоя может привести к засорению сопла. В идеале высота слоя не должна превышать 75 процентов от размера сопла. Это означает, что высота слоя 0,3 мм — это максимум, который вы можете безопасно использовать для сопла 0,4 мм.
Печать моделей с большей высотой слоя требует радикально высокого объемного расхода филамента, что невозможно без повышения температуры сопла. Если не обеспечить достаточный нагрев, экструдер не сможет вытолкнуть холодный филамент из сопла.
Тепловая ползучесть: на противоположном конце спектра печать при чрезмерно высоких температурах может привести к тому, что тепло «переползет» с горячей стороны через тепловой разрыв на холодную сторону. Засорение сопла происходит каждый раз, когда филамент плавится не с той стороны теплового разрыва. Если вентилятор хотэнда перестает работать, то для засорения сопла не нужно печатать особенно горячими материалами, такими как PLA с низким расплавом.
Эту проблему можно эффективно решить, проверяя работоспособность вентилятора хотэнда перед печатью. Использование титановых или более тонких стальных терморазрывов также уменьшает тепловую ползучесть. Если вы печатаете PLA в закрытом принтере, стоит держать дверцу открытой. Если ничего не помогает, возможно, вам придется перейти на более мощный вентилятор хотэнда.
Износ экструдера: Мотор и редуктор экструдера должны создавать огромный крутящий момент и сцепление, чтобы проталкивать филамент через сопло. Это особенно актуально на высоких скоростях печати для материалов, которые печатаются при высоких температурах. Со временем крутящий момент стареющих шаговых двигателей экструдера может снизиться, или шестерни экструдера могут износиться. Сочетание этих факторов на старом принтере может привести к достаточному падению силы экструзии, чтобы вызвать засорение сопла.
Однако если сопло засорилось, вам пригодится наше полезное руководство по очистке сопла 3D-принтера.
3. Деформация
Деформация возникает, когда углы или края отпечатка приподнимаются от печатной формы во время печати. Хотя это может показаться косметическим дефектом, это нарушает точность размеров функциональных отпечатков, что является серьезным недостатком. Хуже того, чрезмерное искривление может привести к тому, что весь отпечаток оторвется от печатной основы и испортит печать.
Механику искривления легче понять, если представить себе миниатюрную стену, напечатанную в ABS. Первые несколько слоев укладываются при температуре 260 °С на слой, нагретый до 100 °С для обеспечения адгезии. По мере печати слои, расположенные рядом со слоем, нагреваются до 100°C, в то время как слои, расположенные дальше, нагреваются на треть от этой температуры.
Верхние слои, находящиеся в контакте с более холодным окружающим воздухом, начинают сжиматься по мере остывания, в то время как более горячие нижние слои, расположенные вблизи нагретого слоя, увеличиваются в размерах за счет расширения. Сжатие верхних слоев приводит к тому, что более горячие слои, расположенные рядом со станиной, скручиваются, что становится очевидным при подъеме углов со станины.
Хотя адгезия подложки может уменьшить коробление, на самом деле оно происходит из-за разницы температур между горячим и холодным слоями отпечатка. Именно поэтому коробление сильнее проявляется в таких технических материалах, как нейлон и ABS, которые печатаются при значительно более высоких температурах.
Преодоление вышеупомянутой разницы температур — лучший способ уменьшить коробление. Достичь этого проще всего при печати на ABS, поскольку все, что вам нужно, — это закрытая камера для печати. Она задерживает тепло, вырабатываемое станиной, и позволяет довести температуру в камере до 70 °C для небольших принтеров, таких как Voron 0-серии.
Этот метод также подходит для более сложных материалов, таких как нейлон и поликарбонат. В идеале для обеспечения долговечности принтера следует вынести его электронику за пределы камеры. При этом простой корпус все равно не сможет предотвратить деформацию очень больших или высоких отпечатков в большом 3D-принтере. В этом случае необходимо активно нагревать камеру для печати, чтобы приблизить ее к 60°C, как минимум.
Следует отметить, что такие высокие температуры в камере не идеальны для таких материалов, как PLA и PETG, которые склонны размягчаться при таких температурах. Эти материалы лучше всего печатать в открытых 3D-принтерах, нагревая слой до температуры стеклования (размягчения) (от 45 до 60 °C), чтобы облегчить адгезию. Деформацию можно уменьшить, снизив температуру сопла, но это также приведет к ослаблению отпечатков.
Как правило, добавление бортиков на большие плоские поверхности или выступов на острые углы в отпечатках улучшает адгезию, поскольку это эффективно предотвращает деформацию нижних слоев под действием усадочного материала. Наше руководство по различным поверхностям для 3D-печати (и когда их следует использовать) поможет вам улучшить адгезию первого слоя.
4. Отслоение слоев или слабые отпечатки
Отделение слоев, или расслоение, происходит, когда слои отпечатка не прилегают друг к другу должным образом, что приводит к появлению зазоров или трещин в отпечатке. 3D-принтер — это, по сути, пистолет для нанесения клея-расплава, управляемый роботом. А клей-расплав работает потому, что он горячий.
Аналогичным образом, печать при более низкой температуре сопла приводит к получению более красивых отпечатков, которые не сильно деформируются, но недостаток тепла серьезно ухудшает межслойное сцепление. Это приводит к слабым отпечаткам, которые легко расслаиваются вдоль линий слоев.
Прочность 3D-печати во всех направлениях, кроме линий слоев, зависит от производителя филамента. Читайте подробнее о том, как выбор материала влияет на успех ваших 3D-отпечатков. Однако линии слоев — это неизменные точки отказа для всех 3D-отпечатков, независимо от используемого материала. Поэтому для улучшения межслойной адгезии очень важно следовать этим рекомендациям.
Печать при адекватных температурах: Откалибруйте температуру сопла с помощью вышеупомянутых тестовых отпечатков с температурной башней. Эти 3D-модели разработаны таким образом, что их можно отщелкивать на каждом температурном участке для проверки прочности сцепления слоев. Это лучший способ найти баланс между качеством печати и прочностью межслойных соединений.
Высокая скорость вентилятора охлаждения детали: Слишком высокая скорость вентилятора охлаждения детали может привести к слишком быстрому охлаждению слоев, что приведет к плохой адгезии. Хотя быстрое охлаждение деталей обеспечивает более красивые отпечатки и лучшее качество свесов/опор, это негативно сказывается на межслойной адгезии таких материалов, как ABS, нейлон и поликарбонат.
Влажная нить: Наличие влаги в нити приводит к образованию пара в горячем сопле, что приводит к появлению микропузырьков и пустот в экструдированном материале. Это не только ухудшает качество поверхности отпечатков, но и делает их хрупкими. Материалы для начинающих, такие как PLA и PETG, не восприимчивы к влаге, но гигроскопичные нити, такие как нейлон, перед печатью необходимо тщательно просушить в сушилке для нитей.
Четыре всадника апокалипсиса 3D-печати
Успешная 3D-печать не ограничивается обеспечением хорошей адгезии первого слоя. Настройка параметров принтера и слайсера для уменьшения этих четырех распространенных способов отказа должна значительно снизить ваши шансы на неудачную 3D-печать.
По новым правилам Дзена свежие материалы показываются в первую очередь подписчикам, которые реагируют на публикации. Поэтому не забывайте подписаться, поставить лайк и оставить комментарий, так вы будете первым узнавать о всех новых статьях на нашем канале!