
Толщина пленки покрытия является важной переменной, которая играет роль в качестве продукции, управлении процессом и контроле затрат. Измерение толщины пленки можно проводить с помощью множества различных инструментов. Понимание того, какое оборудование доступно для измерения толщины пленки и как его использовать, полезно для каждой операции по нанесению покрытия.
Вопросы, определяющие, какой метод лучше всего подходит для измерения конкретного покрытия, включают тип покрытия, материал подложки, диапазон толщины покрытия, размер и форму детали, а также стоимость оборудования. Обычно используемые методы измерения отвержденных органических пленок включают неразрушающие методы измерения сухой пленки, такие как магнитные, вихретоковые, ультразвуковые или микрометрические измерения, а также разрушающие методы сухой пленки, такие как тестирование с использованием микроскопического метода, такого как ASTM B487-20, или гравиметрическое (массовое) измерение. .
Для порошковых и жидких покрытий также доступны методы измерения пленки до ее отверждения.
Магнитные толщиномеры
Магнитно-пленочные датчики используются для неразрушающего измерения толщины немагнитного покрытия на подложках из черных металлов . Большинство покрытий на стали и железе измеряются таким образом. Магнитные датчики используют один из двух принципов работы: магнитный отрыв или магнитная/электромагнитная индукция.
Магнитные толщиномеры
В магнитных датчиках отрыва используется постоянный магнит, калиброванная пружина и градуированная шкала. Притяжение между магнитом и магнитной сталью стягивает их вместе. По мере того, как толщина покрытия, разделяющего эти два элемента, увеличивается, магнит становится легче отодвинуть. Толщина покрытия определяется путем измерения силы отрыва. Более тонкие покрытия будут иметь более сильное магнитное притяжение, тогда как более толстые пленки будут иметь сравнительно меньшее магнитное притяжение. Испытание с помощью магнитных датчиков чувствительно к шероховатости поверхности, кривизне, толщине подложки и составу испытуемого материала..
Магнитные датчики отрыва прочны, просты, недороги, портативны и обычно не требуют какой-либо калибровки. Они являются хорошей и недорогой альтернативой в ситуациях, когда для целей обеспечения качества требуется лишь несколько показаний во время производства.
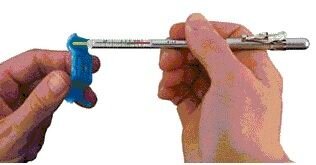
Датчики отрыва обычно представляют собой модели карандашного типа или модели с откатным циферблатом. В моделях манометров карандашного типа (рис. 1) используется магнит, прикрепленный к винтовой пружине, работающей перпендикулярно поверхности с покрытием. Большинство датчиков отрыва карандашного типа имеют большие магниты и рассчитаны на работу только в одном или двух положениях, что частично компенсирует силу тяжести. Доступны более точные версии с крошечными точными магнитами для измерения на небольших, труднодоступных поверхностях. Тройной индикатор обеспечивает точные измерения, когда манометр направлен вниз, вверх или горизонтально с допуском ±10%.
Модели с откатным циферблатом (рис. 2) являются наиболее распространенной формой магнитного манометра. Магнит прикреплен к одному концу поворотного сбалансированного рычага и соединен с калиброванной волосковой пружиной. Вращая циферблат пальцем, пружина увеличивает силу воздействия на магнит и оттягивает его от поверхности. Эти манометры просты в использовании и имеют сбалансированный рычаг, который позволяет им работать в любом положении, независимо от силы тяжести. Они безопасны во взрывоопасных средах и обычно используются подрядчиками по покраске и небольшими операциями по порошковой окраске. Типичный допуск составляет ±5%.
Приборы магнитной и электромагнитной индукции
В приборах магнитной индукции (рис. 3) в качестве источника магнитного поля используется постоянный магнит. Генератор эффекта Холла или магниторезистор используется для измерения плотности магнитного потока на полюсе магнита. В приборах с электромагнитной индукцией используется переменное магнитное поле. Мягкий ферромагнитный стержень, намотанный на катушку из тонкой проволоки, используется для создания магнитного поля. Вторая катушка провода используется для обнаружения изменений магнитного потока.
Эти электронные приборы измеряют изменение плотности магнитного потока на поверхности магнитного зонда при его приближении к стальной поверхности. Величина плотности потока на поверхности зонда напрямую связана с расстоянием от стальной подложки. Измерив плотность потока, можно определить толщину покрытия.
Электронные магнитные датчики бывают разных форм и размеров. Они обычно используют датчик постоянного давления, чтобы обеспечить согласованные показания, на которые не влияют разные операторы. Показания отображаются на жидкокристаллическом дисплее (ЖКД). Они могут иметь возможность сохранять результаты измерений, выполнять мгновенный анализ показаний и выводить результаты на принтер или компьютер для дальнейшего изучения. Типичный допуск составляет ±1%.
Для получения наиболее точных результатов следует тщательно следовать инструкциям производителя. Стандартные методы испытаний доступны в ASTM D7091 , ISO 2178 и ISO 2808 .
Вихретоковые толщиномеры
Методы вихревых токов используются для неразрушающего измерения толщины непроводящих покрытий на подложках из цветных металлов. Катушка из тонкой проволоки, проводящая переменный ток высокой частоты (свыше 1 МГц), используется для создания переменного магнитного поля на поверхности зонда прибора. Когда зонд подносится к проводящей поверхности, переменное магнитное поле создает на поверхности вихревые токи. Характеристики подложки и расстояние зонда от подложки (толщина покрытия) влияют на величину вихревых токов. Вихревые токи создают собственное противоположное электромагнитное поле, которое может восприниматься возбуждающей катушкой или второй соседней катушкой.
Вихретоковые толщиномеры покрытия выглядят и работают как электронные магнитные датчики. Они используются для измерения толщины покрытия на всех цветных металлах. Как и магнитные электронные датчики, они обычно используют датчик постоянного давления и отображают результаты на ЖК-дисплее. Они также могут иметь возможность сохранять результаты измерений или выполнять мгновенный анализ показаний и выводить их на принтер или компьютер для дальнейшего изучения. Типичный допуск составляет ±1%. Тестирование чувствительно к шероховатости поверхности, кривизне, толщине подложки, типу металлической подложки и расстоянию от края.
Стандартные методы применения и проведения этого испытания доступны в ASTM B244 и ISO 2360 .
В настоящее время датчики обычно объединяют в одном устройстве принципы магнитного и вихревого тока. Некоторые упрощают задачу измерения большинства покрытий на любом металле, автоматически переключаясь с одного принципа работы на другой в зависимости от подложки. Эти комбинированные агрегаты популярны среди маляров и специалистов по нанесению порошковых покрытий.
Ультразвуковые толщиномеры
Ультразвуковой импульсно-эхо- метод ультразвуковых толщиномеров применяется для измерения толщины покрытий на неметаллических подложках (пластик, дерево и т. д.) без повреждения покрытия.
Зонд прибора содержит ультразвуковой преобразователь , который посылает импульс через покрытие. Импульс отражается от подложки к преобразователю и преобразуется в высокочастотный электрический сигнал. Форма эхо-сигнала оцифровывается и анализируется для определения толщины покрытия. В некоторых случаях можно измерить отдельные слои многослойной системы.
Типичный допуск для этого устройства составляет ±3%. Стандартные методы применения и проведения этого испытания доступны в ASTM D6132 .
Микрометры-толщиномеры
Микрометры иногда используются для проверки толщины покрытия. Их преимущество заключается в измерении любой комбинации покрытие/подложка, но недостатком является необходимость доступа к голой подложке. Требование касаться как поверхности покрытия, так и нижней стороны подложки может быть ограничивающим фактором, и они часто недостаточно чувствительны для измерения тонких покрытий.
Необходимо провести два измерения: одно с покрытием, другое без. Разница между двумя показаниями, изменение высоты, принимается за толщину покрытия. На шероховатых поверхностях микрометры измеряют толщину покрытия выше самого высокого пика.
Разрушительные испытания
Один из методов разрушения толщины состоит в том, чтобы разрезать часть с покрытием в поперечном сечении и измерить толщину пленки, рассматривая срез под микроскопом с помощью светового оптического микроскопа . Другой метод поперечного сечения использует масштабный микроскоп для просмотра геометрического разреза через сухое пленочное покрытие. Прецизионные отрезные круги используются для создания небольших точных V-образных канавок в покрытии и в подложке. Доступны манометры, которые поставляются в комплекте с режущими наконечниками и масштабированной лупой с подсветкой.
Хотя принципы этого деструктивного метода легко понять, существуют возможности для измерения ошибок. Для подготовки образца и интерпретации результатов требуются навыки. Настройка измерительной сетки на неровный или нечеткий интерфейс может привести к неточности, особенно между разными операторами. Этот метод используется, когда недорогие неразрушающие методы невозможны, или как способ подтверждения неразрушающих результатов. ASTM D4138 описывает стандартный метод для этой системы измерения.
Использование Триботестора (калотестер), принцип работы которого основывается на микроскопическом исследовании отпечатков, полученных на образцах свидетелях или деталях, после микроабразивного изнашивания в соответствии с требованиями международного стандарта EN 1071-2:2002.
Рентгенофлуоресцентный метод
Рентгенофлуоресцентный метод — это неразрушающий и бесконтактный метод определения толщины слоя и анализа материалов материалов с металлическим покрытием в соответствии с DIN EN ISO 3497. Этот метод позволяет определять толщину слоя и состав отдельных слоев. многослойные и легированные слои.
Гравиметрические толщиномеры
Измерив массу и площадь покрытия, можно определить толщину. Самый простой метод — взвесить деталь до и после нанесения покрытия. После определения массы и площади толщина рассчитывается по следующему уравнению:
Т = (м х 10) / (А х д)
где Т — толщина в микрометрах, m — масса покрытия в миллиграммах, А — испытуемая площадь в квадратных сантиметрах, d — плотность в граммах на кубический сантиметр.
Трудно связать массу покрытия с толщиной, если подложка шероховатая или покрытие неровное. Лаборатории лучше всего оснащены для работы с этим трудоемким и зачастую разрушительным методом.
Измерение толщины перед отверждением
Измерители толщины влажной пленки (ТВП) помогают определить, сколько материала нужно нанести влажным способом, чтобы достичь заданной толщины сухой пленки, при условии, что известен объемный процент твердых веществ. Они измеряют все типы влажных органических покрытий, таких как краска, лак и лак, на плоских или изогнутых гладких поверхностях.
Измерение толщины влажной пленки во время нанесения указывает на необходимость немедленной коррекции и регулировки специалистом по нанесению. Исправление пленки после ее высыхания или химического отверждения требует дорогостоящего дополнительного рабочего времени, может привести к загрязнению пленки и может вызвать проблемы с адгезией покрытия и целостностью системы покрытия.
Уравнения для определения правильной толщины влажной пленки как с разбавителем, так и без него, следующие:
Без разбавителя:
ТВП = (желаемая толщина сухой пленки) / (% сухих веществ по объему)
С тоньше:
ТВП = (желаемая толщина сухой пленки / % сухих веществ по объему) / (100 % + % добавленного разбавителя)
Влажную пленку чаще всего измеряют с помощью гребенки или колеса для влажной пленки. Гребенка для влажной пленки представляет собой плоскую пластину из алюминия, пластика или нержавеющей стали с калиброванными выемками по краям каждой поверхности. Датчик прикрепляется ровно и прочно к измеряемой поверхности сразу после нанесения покрытия, а затем снимается. Толщина влажной пленки находится между самым верхним надрезом с покрытием и следующим надрезом без покрытия. Измерения с помощью калибра с надрезом не являются ни точными, ни чувствительными, но они полезны для определения приблизительной толщины влажной пленки покрытий на изделиях, размер и форма которых не позволяют использовать более точные методы. (См. ASTM D1212 .)
Калибр следует использовать на гладких поверхностях, без неровностей, а также по длине, а не по ширине изогнутых поверхностей. Использование датчика с мокрой пленкой для быстросохнущих покрытий приведет к неточным измерениям. ASTM D4414 описывает стандартный метод измерения толщины влажной пленки с помощью щупов.
Колесо для влажной пленки (эксцентриковый ролик) использует три диска. Датчик катится во влажной пленке до тех пор, пока центральный диск не коснется влажной пленки. Точка контакта обеспечивает толщину влажной пленки. Порошковые покрытия можно измерить перед отверждением с помощью простой ручной расчески или ультразвукового датчика. Гребенка для пленки неотвержденного порошка работает почти так же, как датчик для влажной пленки. Гребенка протаскивается через пленку порошка, и толщина находится между зубом с наибольшим номером, который оставил след и к нему прилип порошок, и следующим по высоте зубом, который не оставил следа и к нему не прилип порошок. Эти датчики относительно недороги и имеют точность ± 5 мм. Они подходят только в качестве ориентира, поскольку затвердевшая пленка после растекания может отличаться. Следы, оставленные датчиком, могут повлиять на характеристики отвержденной пленки.
Ультразвуковое устройство можно использовать неразрушающим образом для обработки неотвержденного порошка на гладких металлических поверхностях для прогнозирования толщины отвержденной пленки. Зонд располагается на небольшом расстоянии от измеряемой поверхности, и показания отображаются на ЖК-дисплее устройства. Погрешность измерения составляет ±5 мм.
Стандарты толщины покрытия
Толщиномеры покрытия калибруются по известным стандартам толщины. Существует множество источников стандартов толщины, но лучше всего убедиться, что они прослеживаются до национального измерительного института, такого как NIST (Национальный институт стандартов и технологий) . Также важно убедиться, что эталоны как минимум в четыре раза точнее манометра, для калибровки которого они будут использоваться. Регулярная проверка на соответствие этим стандартам подтверждает правильную работу манометра. Если показания не соответствуют характеристикам точности манометра, манометр необходимо отрегулировать или отремонтировать, а затем снова откалибровать.
Краткое содержание
Толщина пленки в покрытиях может иметь большое влияние на стоимость и качество. Измерение толщины пленки должно быть рутинным мероприятием для всех предприятий, занимающихся нанесением покрытий. Выбор правильного датчика зависит от диапазона толщины покрытия, формы и типа подложки, стоимости датчика и того, насколько важно получить точные измерения.