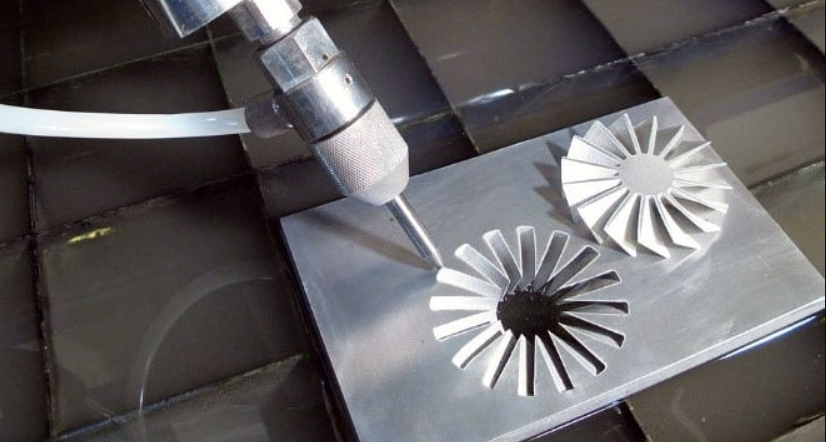
Гидроабразивная резка набирает популярность в российской промышленности. Универсальность технологии не может не подкупать: станок водной резки станет мощным помощником на металлообрабатывающем, камнеобрабатывающем, стеклообрабатывающем и даже аэрокосмическом предприятии. Главная особенность - отсутствие температурного воздействия на обрабатываемый материал. Благодаря "холодному" типу резки заготовка не деформируется, а точность самой резки водной струёй достигает до 0,025 мм (0,001 дюйма).

Что по окупаемости?
Несмотря на высокую стоимость, станок обычно демонстрирует быструю окупаемость. Она достигается за счёт:
1) Дешёвых расходников
2) Высокой производительности. Станок способен работать в практически бесперебойном режиме и не требует частых ТО
3) Низкий уровень отбраковки продукции.
4) Возможность расширения линейки производимых товаров. ГАР универсально подойдёт для резки различных материалов. Такой станок позволит любому бизнесу быстро выйти на новую отрасль производства.
Поставить гидроабразивный станок в свой цех - отличное решение для быстрого буста производительности. В этой статье на примере гидроабразивных станков марки VYMAT (Оригинальная сборка HEAD) подробно расскажем, какие существуют требования к помещению, расходникам и операторам.
- Есть ли требования к качеству воды для резки?
Требований к качеству воды нет. Большинство пользователей гидроабразивных станков VYMAT используют обычную водопроводную техническую воду. В комплектации станции высокого давления есть фильтр для отсеивания смешанных частиц. Опционально на станок можно установить устройство для смягчения воды. Оно исключает из воды примеси: кальций и магний. Такая обработка позволит значительно увеличить срок службы деталей.
- Какие расходные материалы требуются для работы и как быстро изнашиваются расходные запчасти?
Расходники для гидроабразивного станка - вода, абразив, воздух, электричество и быстроизнашиваемые детали.
В качестве абразивного материала рекомендуется использовать натуральный гранатовый песок. Размер зерна абразива: 200-600 микрон. Расход абразива ~20-25 кг/час.
Быстроизнашиваемые детали находятся в режущей головке. Это фокусирующая трубка и сопло . Время службы сопла ~ 50ч, трубки ~ 100-200 ч. Срок службы отличается в зависимости от материалов, с которыми вы работаете и рабочей мощности станка. Нет необходимости в плановой замене деталей. Менять их нужно только по факту неисправности или ухудшения качества выработки. В среднем - раз в год или реже.
- Где купить запчасти для гидроабразивного станка в России и СНГ?
Станки VYMAT соответствуют мировому универсальному стандарту, так что купить запчасти можно практически в любой стране. В России у компании “ВИМАТ” есть склад с оригинальными запчастями для станков водной резки HEAD Waterjet.
- Можно ли использовать гранатовый песок повторно после просушки и просеивания?
Не рекомендуем. После первого использования абразив лишается острых углов и кромок. Даже после переработки на специальном оборудовании, снижается его режущая способность. Такой песок уже не сможет резать с той же скоростью и качеством.
- Можно ли повторно использовать воду?
Возможно использование воды по замкнутому циклу. Для этого потребуется дополнительная система фильтрации отработанной воды, а также система дополнительного охлаждения гидравлического масла насоса. В зависимости от вашего бюджета, можно посчитать станок со стоимостью этих опций и понять, выгодно ли будет использовать воду повторно.
- Какая фракция песка нужна для гидроабразивного станка? Важно ли, какой фракцией резать разные материалы?
Основной абразив для станка водной резки - гранатовый песок. Он оптимален по стоимости и скорости резки. Также он благотворно влияет на срок службы смешивающей головки и безвреден для здоровья человека.
Обычно используют гранатовый песок с фракцией (размером частиц) 60, 80 или 120 Mesh.
У разных фракций разная скорость резки.
Сравнение по способности резки: 60 mesh >80mesh>120mesh
Сравнение по качеству резки: 60 mesh <80mesh<120mesh
80 mesh - наиболее популярная фракция для резки металла, стекла, керамогранита и других материалов.
- Можно ли сэкономить, используя меньшее количество абразива?
Не рекомендуем. Оператор действительно может контролировать поток абразива и уменьшить его до минимальных параметров. Но это также уменьшит скорость резки, а следовательно - производительность. При этом скорость износа запчастей останется на прежнем уровне. Итоговая себестоимость вашего изделия увеличится. Рекомендуем придерживаться параметров и пропорций.
- Как часто нужно делать сервисное обслуживание?
Для насоса высокого давления необходимо ежегодное сервисное обслуживание. Между плановым ТО может потребоваться замена уплотнителя или компонентов обратного клапана. Срок службы уплотнителей примерно 300-500 часов, не исключен и брак уплотнителей, а также агрессивные условия эксплуатации, это может существенно сократить срок службы, в таком случае их очень просто заменить. Нормированный срок службы зависит от рабочего давления, качества воды и сервисного обслуживания. Общая проверка системы проводится ежедневно. Это нужно для обнаружения утечек и тестирования систем безопасности. Смена фокусирующей трубки подачи - задача оператора.
- Сложно ли программировать станки гидроабразивной резки?
Гидроабразивные установки имеют стандартное цифровое управление. Процесс программирования ничем не отличается от любого другого, привычного вам, станка резки. Программное обеспечение конвертирует файлы DXF в задачу резки самостоятельно. Оператору остается только подогнать скорость резки под раскраиваемый материал.
Мы используем программное обеспечение для гидроабразивной резки NCstudio. ПО имеет русский интерфейс и прост в использовании. Полное обучение оператора займёт 1-2 дня.
- Нужно ли крепить на столе обрабатываемую заготовку?
При обработке на деталь оказывается минимальное механическое давление: менее 1 кг при прецизионных резах и менее 5 кг при обычных резах. Поэтому для фиксации заготовки не требуется сложных крепёжных устройств.
Многие пользователи кладут груз на обрабатываемый лёгкий материал. Большие заготовки камня или металлические листы без проблем держатся за счет собственного веса.
- Какая максимально допустимая высота/толщина заготовки?
Толщина ( пр. высота, глубина) материала ограничивается высотой Z-оси. Это расстояние между режущей головкой и поверхностью стола. Максимально допустимая толщина материала 200 — 300 мм.
Заготовки толщиною до 200 мм режутся в обычном производственном режиме. Допустимы заготовки с толщинами до 300 мм. Стандартная толщина заготовки обычно составляет от 10 мм до 60 мм.
Как правило, максимальная толщина для металла - 150 мм
- Какова ширина реза струей воды?
Ширина реза зависит от материала заготовки и параметров резки. Для чистой воды или воды с абразивом стандартный диапазон ширины реза - от 0,10 мм до 1,2 мм.
Ширина реза примерно на 10% больше внутреннего диаметра фокусирующей трубки (пр. 0,8 / 1,1 мм). Чем больше этот диаметр, тем больше ширина реза.
- Какая максимальная скорость резки?
Скорость раскроя зависит от вида и толщины материала, а также от требуемого качества кромок.
Скорость резки определяется следующими факторами:
- давлением насоса-мультипликатора
- эффективностью генерации высокого давления
- конфигурацией режущей головки
- толщиной материала и его свойствами
- желаемыми качествами резки краев
- диаметром сопла
- количеством и качеством абразивного материала.
- Какова точность реза?
Линейная точность резки станков VYMAT составляет ±0,1 мм
- Гидроабразивная резка оставляет конусность на детали при резке?
Конусность зависит от скорости резки. Чем ниже скорость струи, тем меньше конус. Обычно размер образования конуса составляет 0,05 — 0,2 мм.
На 5-осевых станках можно компенсировать конусность, поворачивая режущую головку. Таким образом, конусность может быть сведена к минимуму, или вовсе отсутствовать.
- Какова точность гидроабразивной резки? Как понять, что резка качественная?
Точность позиционирования при гидроабразивной резке составляет 0,10 мм. Фактическая точность резки зависит от многих факторов:
- материал и режущие параметры (давление, скорость, количество абразива / мин)
- состояние изнашиваемых частей машины
- плоскостная геометрия стола для резки (= степень износа)
Точность резки (при измерении от верхней поверхности детали) составляет ± 0,05 — ± 0,2 мм. Качество поверхности обычно выражается в классификации 1-5:
- Куда сливать / утилизировать отработанную гидроабразивную смесь?
Ни вода, ни гранатовый песок не содержат ядовитых веществ. После работы смесь фильтруется и отработанная вода сливается в канализацию. Абразив утилизируется как строительный мусор.
- Уровень шума при гидроабразивной резке
Уровень шума при резке зависит от расстояния между фокусирующей трубкой и заготовкой. При резке под водой уровень шума падает ниже 75 дБА. При резке над водой уровень может доходить до 105 дБА.
- Можно ли использовать несколько режущих головок на одном станке?
Можно. Есть два варианта для массового изготовления идентичных деталей: установить вторую режущую головку на вертикальной оси, или установить вторую вертикальную ось, на которой закрепляются дополнительные режущие головки.
При этом важно, чтобы каждая отдельная режущая головка была снабжена одинаковым давлением и количеством воды. Это обеспечит одинаковое качество резки и снизит отбраковку.
- Какие есть требования к напряжению?
Напряжение зависит от мощности насоса. Наиболее распространенными являются системы с насосами высокого давления мощностью 37 кВт.
Для запуска станка бывает нужно 40-50 кВт.
- Стартовое отверстие в заготовке нужно делать самостоятельно?
Гидроабразивная установка сама высверливает стартовое отверстие в большинстве случаев. При работе с некоторыми комбинированными материалами необходимо уменьшить давление и использовать вакуумное засверливающее устройство.
- Как лучше резать: под водой или над водой?
При резке под водой уровень шума падает ниже 75 дБА, в то время как при резке над водой шум может достигать 105 дБА.
Однако, в процессе резки под водой плохо видна, или совсем не видна обрабатываемая деталь. Также важно учитывать снижение мощности на 5% при 1мм укрытия водой.
- Возможна ли пакетная резка? Резка нескольких слоев материала.
Да, возможна. Резка струей воды - это способ холодной резки, а значит части не будут свариваться друг с другом. Но учитывайте, что качество резки для каждой нижней детали будет снижаться.
- При каком давлении осуществляется резка?
Резка осуществляется при давлении 3600-3800 бар. Чем выше давление, тем выше скорость резки и эффективность. Повышение давления может привести к более частому износу прокладок в насосе. Однако, более высокие расходы на обслуживание компенсируются значительно возрастающей производительностью
- Как долго прослужит решётка, на которой лежит материал?
Она может прослужить сотни часов. Но если вы вырезаете одну и ту же деталь тысячи раз, это время сократится. Решётка сборная и состоит из нескольких частей. Поэтому части можно менять местами, продлевая срок ее службы.
- Можно ли посмотреть станок?
Да, можно. В разных городах России есть наши клиенты, у которых установлен гидроабразивный станок. У нас с ними заключён контракт и вы можете приехать на их производство, чтобы посмотреть на оборудование за работой и даже протестировать работу на своей заготовке.
- Какая стандартная комплектация гидроабразивного станка?
Стандартная комплектация станка: рабочий стол, насос высокого давления 420МПа, ЧПУ система (NCstudio),система подачи абразива (емкость 200кг), и система подготовки воды.
- Какой насос используется для станка?
От качественной работы насоса высокого давления зависят важные критерии: бесперебойная работа станка, стабильное надлежащее качество реза, скорость обработки заготовки. Из всего этого складывается скорость окупаемости оборудования.
В установках ГАР применяют 2 типа насосов: насосы прямого действия (плунжерные) и насосы мультипликаторного типа.
Мультипликаторные насосы оптимальны для гидроабразивных систем и популярны на производствах, где требуется продолжительная и даже круглосуточная работа на максимальном рабочем давлении с достижением высокого качества резки.
Главное преимущество такого насоса - устойчивая к изнашиваемости деталей система.
- Чем водная резка / гидроабразивная резка лучше, чем плазменная резка и лазерная обработка?
Вода с абразивом может разрезать практически любой материал. Холодная резка не создает никаких тепловых изменений в материале, что станет оптимальным решением для резки заготовок, не переносящих высоких температур. Это важное преимущество при резке стали и алюминия.
Также нет ограничений по размеру отверстия и толщине реза, как в плазменной резке. ГАР может иметь несколько режущих головок, которые будут увеличивать производительность.
При водной резке нет необходимости использовать режущий газ.
- Какие материалы можно резать гидроабразивной резкой?
Практически любые. Гидроабразив не может резать только закаленное стекло или материалы с нулевым сопротивлением к воде. Наиболее распространенные материалы, поддающиеся гидроабразивной резке — алюминий, сталь, железо, фанера, текстиль, медь, бронза, фарфор, картон, композиционные, пены, изоляционные материалы, камень, стекло, углеродное волокно, пластмасса, резина, стекло волокна, плексиглас стекло, плитки и кирпич.
- Как проходит монтаж, пусконаладка и обучение оператора?
Монтажом и пуско-наладочными работами будет заниматься наш специалист. Первичная консультация по эксплуатации входит в стоимость услуг.
- Можно ли установить 5-ти осевую головку на станке консольного типа?
Можно, но мы не рекомендуем. Размер и масса 5-ти осевой головки больше, чем у 3-х осевой. 5-ти осевую головку лучше устанавливать на портальный станок для лучшей фиксации и надёжности.
- В чём разница между ручной поворотной головкой и высокоточной 5-ти осевой?
5-ти осевая головка полностью управляется программой. Это обеспечивает высокую точность реза. Смена угла резки может быть от 0 до 45 градусов.
Ручная поворотная головка регулируется вручную и угол резки составляет 5 градусов за шаг. Ручная головка наклоняется только на левую и правую сторону. Резать под углом она может лишь одну сторону. Наиболее популярна такая головка для резки керамики.
- Чем отличаются режущие головки?
3-х осевая головка режет только под 90 градусов. После резки будет возникать конусность среза.
5АВ головка компенсирует конусность до 8 градусов. Функция работает для компенсации конусности , подходит для того, чтобы получить бесшовное соединение между обработанными деталями. Срез и поверхность материала не нуждается в дополнительной обработке.
5AC головка компенсирует конусность и режет заготовки под углом до 45 градусов. Подходит для резки фаски и т.д.
Мы постарались ответить на все вопросы, которые обычно возникают у наших клиентов в процессе покупки. Однако, если Вашего вопроса здесь не оказалось - мы с радостью дадим всю нужную Вам информацию.
Свяжитесь с нами напрямую через наш сайт.
С уважением, команда ТК "Вимат"