


Сетчатое панельное ограждение FENSGAR проходит cложный процесс производства ограждения из 16 этапов. Такой подход и используемые современные технологии повышают антикоррозийные свойства и прочность будущего изделия. Давайте чуть подробнее остановимся на каждой стадии:
1) Цинкование сырья. Для производства используем металлопрокат, обработанный методом горячего цинкования, который закупается по прямым договорам у российских производителей металла.
Горячее цинкование — это процесс нанесения защитного цинкового слоя на металл методом погружения его в расплавленный цинк.
Преимущества горячего цинкования:
- Сравнительно невысокая стоимость реализации процесса;
- Высокая стойкость поверхности к механическим воздействиям;
- Коррозийная устойчивость при толщине покрытия 40-200 мкм
- Способность защитного покрытия к самовосстановлению
2) Изготовление изделия. Детали будущей панели нужной длины нарезаются на правильно-отрезном станке. Поперечные и продольные прутки свариваются между собой на станке точечной сварки по технологии CMT (Cold Metal Transfer), что обеспечивает сохранность цинкового слоя в местах сварки. Для изготовления 3D-секции панель направляется на гибочный станок для формирования ребер жесткости. По сравнению с другими производителями, большее ребро жесткости даёт увеличение прочности в 2 раза.
Производство столбов по технологии Seam-Lock делает их более стойкими к погодным условиям в отличии от столбов со сварным швом
Антивандальное крепление производится из стали с повышенным содержанием цинка. Ворота и калитки укомплектовываются атмосферостойкими замками и фурнитурой из Бельгии «Locinox»
3) Дробеметная обработка изделия
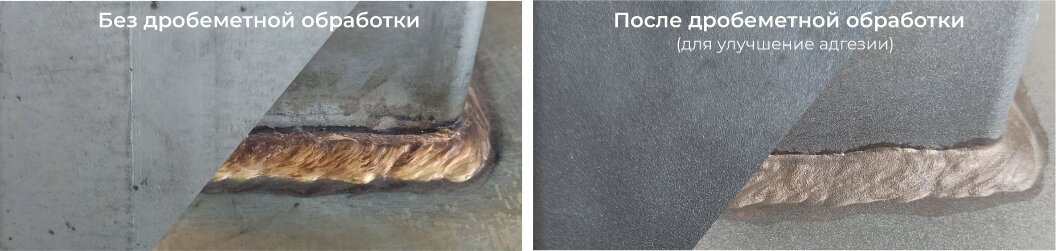
- Технология экономически выгодна, т.к. не нужно использовать дорогостоящие расходные материалы, а чугунные абразивы подлежат повторному применению.
- Повышается агрессивность заготовки, краска и другие покрытия имеют более прочное сцепление с поверхностью.
- На поверхности обрабатываемой детали образуется слой с высоким заряжающим напряжением, что предупреждает коррозию и усталостные повреждения.
4) Промывка №1
5) Обезжиривание №1
6) Обезжиривание №2
7) Промывка №2
8) Промывка №3
Важно обеспечить качественную подготовку металла к последующим стадиям. Процесс очистки, который включает в себя несколько стадий промывки и обезжиривания, необходим, чтобы удалить все оставшиеся механические органические загрязнения и нейтрализовать щелочность/кислотность.
9) Промывка деминерализованной водой №1 применяется для удаления непрореагировавшего фосфата и других загрязнений, перекрытия голых участков покрытия, не повышая при этом содержание коррозионных примесей, например, хлоридов. Промывка деминерализованной водой исключает образование сухого кристаллического осадка, который может отрицательно сказаться на последующих процессах.
10) Нанесение конверсионного нано-слоя по технологии OXSILAN немецкой компании “CHEMETALL”. Образовавшееся беспористое покрытие толщиной в 30-50 нм не уступает по адгезионным и антикоррозионным свойствам традиционному процессу трех катионного цинкового фосфатирования. Низкий расход продуктов и отказ от использования тяжелых металлов, делают технологию экологичным и экономичным решением
11) Промывка деминерализованной водой №2 предотвращает флеш-коррозию на поверхности и улучшает стойкость покрытия в камере солевого тумана
12) Бесконтактная сушка
13) Нанесение полимерного покрытия
При помощи автоматизированной линии покраски. Полимерно-порошковое покрытие создает герметичную пленку на поверхности металла, защищая ее от попадания влаги, воздействия ультрафиолета и механических повреждений. Мы используем краску архитектурной серии, имеющей сертификат QUALICOAT, знак соответствия “Военный регистр». Это около 200 цветов по каталогу RAL и огромное количество вариантов сочетания разных оттенков панелей и столбов. Также подтверждено прохождение теста на солевой туман 1500 часов в независимой лаборатории. Технические особенности покрасочной камеры позволяют перенастраивать оборудование для смены цвета покраски. Полимерная линия оснащена установкой полной очистки сточных вод, что делает производство экологичным.
14) Термообработка в печи при температуре 180-200 градусов Цельсия
15) Охлаждение при комнатной температуре
16) Упаковка. Готовые сетки и столбы укладываются на деревянные паллеты специального формата так, чтобы не допустить деформации. Для упаковки и отправки ограждения, направляющихся в северные регионы наша компания выполнит упаковку ограждения согласно ГОСТ, норм, требований и с учетом ваших пожеланий.
Столь щепетильное отношение к каждому этапу производства позволяет производить качественную продукцию.
Чтобы выбрать и купить ограждение FENSGAR переходите на сайт.