В мире переработки пластмасс, где каждый процесс зависит от предельной точности, экструдеры и термопластавтоматы выступают надёжными партнёрами, день за днём превращая пластиковые гранулы в готовые изделия. И хотя эти машины могут казаться гигантами промышленности, на самом деле они чувствительны до мельчайших изменений в настройках — особенно когда дело касается температуры. Поэтому выбор правильного нагревателя превращается в искусство, важное как для новичков, так и для заядлых профессионалов в этой области.
Разбираемся с оборудованием: от шнека до насадки
Перед тем как погрузиться в детали выбора нагревателя, давайте вспомним основы. Центральным элементом экструдера служит шнек, который плавит и перемешивает пластик, проталкивая его к насадке — фильере, где и формируется конечный продукт. А в термопластавтоматах тот же шнек выполняет роль и миксера, и насоса, инжектируя расплавленный пластик в форму. Точный и равномерный нагрев в этих процессах — залог успеха.
Основа любой переработки: экструдеры и термопластавтоматы
Чтобы понять, как подбирать нагреватель, необходимо иметь чёткое представление о структуре и принципах работы экструдеров и термопластавтоматов. Эти устройства, хоть и различаются по своему функционалу, имеют одну общую цель: преобразовать полимерные материалы в готовые изделия путём их плавления и формовки.
Основные компоненты экструдеров и термопластавтоматов
- Шнековый механизм: Основная часть, обеспечивающая равномерное перемешивание и транспортировку пластика.
- Цилиндр: Часть машины, где пластик нагревается до нужной температуры.
- Насадка (фильера): Определяет форму и размер конечного продукта.
Шнек: сердцебиение производственного процесса
В самом центре процесса находится шнек — винтовой элемент, который выглядит как витая металлическая спираль. В экструдере шнек вращается внутри цилиндра, захватывая полимерные гранулы, транспортирует, плавит их за счёт трения и тепла, а затем подаёт расплав в формующую головку. Для термопластавтомата шнек выполняет дополнительную роль: он же инжектирует расплав в форму для создания деталей.
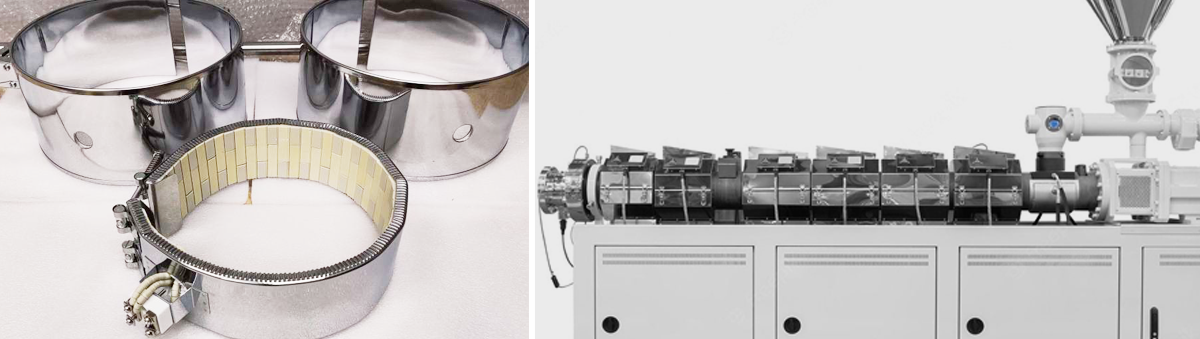
Цилиндр: равномерный нагрев для идеального плавления
Цилиндр, окружающий шнек, не менее важен. В нём поддерживается строго контролируемая температура, необходимая для правильного плавления пластика. Это достигается благодаря нагревателям, равномерно распределённым вокруг цилиндра. Вот здесь и вступают в игру кольцевые и хомутовые нагреватели, которые должны быть подобраны с особым вниманием.
Насадка (фильера): финальный аккорд формовки
После того как пластик был равномерно расплавлен в цилиндре, он проходит через насадку, которая определяет форму конечного продукта. Это может быть фильера для создания труб, профилей или плёнки. Каждая насадка уникальна и требует поддержания точной температуры для изготовления продукции должного качества.
Регулировка температуры: где каждый градус важен
Температурный контроль в каждой из этих частей оборудования критичен. От него зависит всё: от текучести материала до качества и скорости производства. Важно не только достигнуть нужной температуры, но и поддерживать её стабильность. Нагреватели играют ключевую роль в этом процессе, обеспечивая равномерный и точный нагрев.
Именно поэтому подбор правильного нагревателя — это задача, требующая глубокого понимания как самого оборудования, так и физических процессов, происходящих во время работы с пластмассами.
От теории к практике: как измерить, так и выбрать
Прежде всего, начнем с азов — измерения диаметра материального цилиндра. Если техническая документация утеряна, не беда! Современные инструменты, такие как штангенциркуль и цифровые устройства, приходят на помощь для малых и огромных диаметров соответственно. Но иногда старые добрые методы — как измерение нитью — оказываются не только поэтичными, но и практичными.
Измерение диаметра материального цилиндра является критически важным этапом при подборе нагревателя для экструдера или термопластавтомата. Правильное измерение обеспечивает не только идеальную посадку нагревателя, но и оптимальное теплопередачу, что влияет на эффективность работы всего оборудования и качество конечного продукта.
Перед началом измерений важно убедиться, что цилиндр полностью остыл, чтобы избежать ошибок, связанных с термическим расширением материалов. Объект измерения должен быть чистым, без налипших материалов и остатков пластика, которые могут исказить результаты.
Традиционно для измерения диаметров небольших и средних размеров используют штангенциркуль. Его губки аккуратно прикладывают к противоположным точкам цилиндра, после чего считывается показание с его шкалы. При работе с штангенциркулем важно следить за тем, чтобы его губки были строго перпендикулярны оси цилиндра, иначе результаты могут быть неточными.
Когда речь идёт о более крупных цилиндрах, на помощь приходят циркометры и цифровые устройства для измерения диаметров, такие как цифровая вилка. Они позволяют более точно и быстро производить замеры на больших диаметрах, минимизируя вероятность ошибки.

Если по каким-либо причинам недоступны специализированные измерительные инструменты, возможно использование метода измерения окружности с последующим расчётом диаметра. Для этого вокруг цилиндра оборачивается нитка или лента без растяжения, затем измеряется её длина. Полученное значение делится на число π (приблизительно равное 3,1415), что и даст искомый диаметр. Важно выбирать материал для обмотки, который не деформируется и не растягивается, чтобы избежать неточностей в измерениях.
После того как диаметр цилиндра установлен, полученное значение используется для расчёта посадочного размера нагревателя. Здесь также необходимо учитывать технологический зазор, который обеспечит надежную фиксацию нагревателя на цилиндре без риска его перекоса или повреждения из-за теплового расширения металла при эксплуатации.
Таким образом, аккуратность и внимательность при измерении диаметра – это гарантия того, что нагреватель будет правильно подобран и обеспечит равномерное и эффективное нагревание, влияя на всю работу оборудования в целом.
Выбираем ширину нагревателя: не шире и не уже
Когда дело доходит до ширины нагревателя, золотое правило — не превышать двойной диаметр цилиндра. Это обеспечивает равномерное распределение тепла и увеличивает срок службы оборудования.
Выбор ширины нагревателя — это следующий шаг после определения диаметра материального цилиндра. Ширина нагревателя имеет важное значение, так как она напрямую влияет на эффективность теплоотдачи и может определять равномерность распределения тепла по поверхности цилиндра.
Во-первых, при выборе ширины необходимо рассмотреть общие условия эксплуатации оборудования. Нагреватель должен быть достаточно широким, чтобы обеспечить нужную передачу тепла, но при этом не должен создавать чрезмерное тепловое напряжение или неэффективно использовать энергию. Общее правило гласит, что ширина одного нагревателя не должна превышать двух диаметров измеряемого цилиндра. Это предотвращает перегрев и потери тепла в окружающую среду.
Для цилиндра диаметром 80 мм, например, максимально допустимая ширина нагревателя будет 160 мм. Однако оптимальнее выбрать размер чуть меньше, в пределах 100-120 мм, чтобы повысить долговечность нагревателя и уменьшить риск перегрева отдельных участков цилиндра.
Также следует учитывать количество нагревательных элементов, которые будут размещены вдоль материального цилиндра. Если планируется использовать несколько нагревателей, необходимо распределить их таким образом, чтобы было достигнуто наилучшее покрытие с минимальными зазорами между отдельными элементами. Это позволит обеспечить равномерный нагрев по всей длине цилиндра, что особенно важно при работе с материалами, требующими строгого контроля температуры.
Кроме того, важно учитывать необходимость размещения дополнительных компонентов, таких как термопары для контроля температуры. Если требуется встраивание датчиков температуры в конструкцию нагревателя, ширина нагревателя может быть скорректирована для обеспечения достаточного пространства для установки этих датчиков без нарушения целостности и эффективности нагрева.
В целом, выбор ширины нагревателя — это сочетание технических расчётов и практического опыта. Инженеры и технологи учитывают множество факторов, включая специфику производства, тип пластика, который будет обрабатываться, и конструктивные особенности самого оборудования. Это гарантирует, что нагреватель будет не только эффективно выполнять свои функции, но и максимально долго служить, сохраняя работоспособность всей системы.
Расчёт мощности: между миканитом и керамикой
Расчёт мощности нагревателя — ключевой аспект, гарантирующий эффективность и безопасность работы экструдера или термопластавтомата (ТПА). Понимание роли нагревателей в процессе плавления и правильный подбор их характеристик позволяют оптимизировать процесс обработки полимеров и предотвратить нежелательные последствия, такие как перегрев материала.
Механизм Плавления в Экструдерах
Прежде чем перейти к расчётам, стоит понять, что нагреватели лишь частично отвечают за плавление полимера в экструдерах. Основная доля плавления достигается через сдвиговое нагревание, при котором механическая энергия движения шнека преобразуется в тепло. Это важно учитывать при настройке оборудования и выборе параметров нагрева.
Функции Нагревателей
Кольцевые нагреватели служат для:
- Расплавления полимера при холодном запуске.
- Поддержания температуры начального расплава.
- Регулировки температуры цилиндра для оптимизации скорости подачи и качества плавления.
Расчёт Мощности
Расчёт мощности начинается с определения плотности мощности, которая является мощностью на единицу площади поверхности цилиндра. Типичные значения варьируются от 3 до 6 Вт/см². Важно выбрать значение, которое обеспечит достаточный нагрев для расплавления, но не будет чрезмерным, чтобы избежать деградации полимера и перегрева оборудования.
Пример расчёта:
Если внешняя поверхность цилиндра составляет 1000 см², и мы выбираем плотность мощности 4 Вт/см², то общая мощность нагревателя будет: 1000см2×4Вт/см2=4000Вт1000см2×4Вт/см2=4000Вт
Типы Нагревателей и Их Характеристики
- Недорогие и быстро изготавливаемые.
- Максимальная температура до 350 °С и мощность до 4 Вт/см².
- Подходят для стандартных применений.
- Рабочие температуры до 500 °С.
- Высокая плотность мощности до 9 Вт/см².
- Излучение тепла делает их эффективными даже при менее плотном прилегании.
Литые Алюминиевые Нагреватели:
- Отличаются повышенной надёжностью.
- Устойчивы к влаге и расплавам.
- Рабочая температура до 400°C.
- Самая высокая рабочая температура до 650 °С.
- Продолжительный срок службы и высокая устойчивость к экстремальным условиям.
Выводы
При выборе нагревателя необходимо учитывать не только мощность, но и такие факторы, как рабочая температура, срок службы, устойчивость к внешним воздействиям и требуемая скорость нагрева. Надлежащий расчёт и подбор оборудования позволяют обеспечить качественную и эффективную обработку полимеров, экономя при этом ресурсы и предотвращая возможные проблемы в работе экструдера.
Заключение
Выбор нагревателя — это лишь начало пути. Важно не только подобрать, но и грамотно эксплуатировать оборудование. Профессиональная поддержка и правильное техническое обслуживание обеспечат долгую и бесперебойную работу термопластавтоматов и экструдеров.
Не забывайте, что инвестиции в качественное оборудование окупаются не только высоким качеством продукции, но и уменьшением затрат на последующее обслуживание и ремонт.