В статье приведено описание разработки программного обеспечения контроллера ОВЕН ПЛК 200 и ПО для АРМ оператора на основе MasterSCADA 4D для автоматизации процесса приготовления комбикорма.

Введение
Предприятия по производству комбикормов являются частью аграрно-промышленного комплекса страны.
Основной задачей этих предприятий отрасли является обеспечение продуктивных сельскохозяйственных животных различных возрастных групп полноценным кормом. Приготовление в промышленных масштабах комбикормов с заданными пищевыми свойствами невозможно без применения автоматизированных систем дозирования и смешения.
Постановка задачи автоматизации
Программа управления для ПЛК и SCADA для АРМ оператора разрабатывалась для комбикормового участка одного из зернообрабатывающих предприятий агрохолдинга Калининградской области. Предприятие занимается выращиванием, обработкой зерновых, используемых в дальнейшем и как посевной материал, и как компоненты комбикормов, производимых предприятием для товарного стада холдинга (порядка 6000 голов КРС). В настоящее время предприятие использует автоматизированный комплекс производства компании Farmet (Чешская Республика), позволяющий по выбранному рецепту и требуемому объёму комбикорма автоматически выполнить дозирование микро- и макрокомпонентов, смещение, дробление и отгрузку на автотранспорт. Причина, по которой запланирована замена технологического оборудования комбикормового цеха, – увеличение товарного стада холдинга и необходимость в связи с этим увеличения производительности существующего комбикормового участка с 5 до 10 тонн комбикорма в час. Также имеются причины, связанные с отсутствием поддержки решения поставщиком, отсутствие ЗИП на блоки контроллера, отсутствие исходных текстов программ контроллера и SCADA, запароленные программы в частотных преобразователях.
В связи с этим было принято решение использовать как промышленное оборудование российского производителя, так и российские средства автоматизации – промышленные контроллеры ОВЕН ПЛК 200, среда разработки и исполнения SCADA – MasterSCADA 4D.
Технологический процесс приготовления комбикорма следующий.
- Наполнение расходных силосов зерновых и шротовых компонентов Б1–Б7 из силосов долговременного хранения. Наполнение начинается по срабатыванию датчика нижнего уровня силоса. Наполнение происходит до срабатывания датчика верхнего уровня силоса. Управление маршрутами транспорта зерна и шрота производится существующими автоматизированными системами предприятия.
- Наполнение расходных силосов белково-минерального сырья Б10–Б15. Вследствие небольшого объёма добавок наполнение производится механизированным способом через загрузочные люки.
- Выбор рецепта (вида комбикорма) и требуемого количества.
- Запуск системы на приготовление комбикорма заданного состава в заданном количестве. Приготовление производится порциями либо частя-ми порций.
Технологическая схема комбикормового участка приведена на рис. 1. Технологический процесс приготовления порции комбикорма состоит из следующих технологических операций.
Взвешивание и формирование отвесов
1. Формирование отвесов по видам зерна или шрота из расходных силосов зерна (шрота) для каждого компонента выбранного рецепта в весы бункерные 7,1, далее в бункер технологический Б8. Подача продукта из расходных силосов в весы бункерные производится винтовыми транспортёрами 4,1–4,7 с частотным приводом, подключаемым к электроприводу транспортёра, задействованного в дозировании.
2. Формирование отвесов по видам белково-минеральных добавок для каждого компонента выбранного рецепта из расходных силосов хранения добавок в весы бункерные 7,2, далее в технологический бункер Б24.
Технологическая операция транспорта смеси
3. Транспорт из бункера Б8 в дробилку 16,1 для дробления смеси.
Технологическая операция дробления зерно-шротовой смеси
4. Технологическая операция дробления смеси в дробилке 16.1.
Технологическая операция транспорта смеси
5. Транспорт из дробилки 16,1 в бункер Б9.
6. Транспорт дроблёной зерново-шротной смеси из бункера Б9 и белково-минеральных добавок из бункера Б24 в промежуточный бункер Б25.
7. Пересыпание из бункера Б25 в смеситель 17,1.
Технологическая операция смешения дроблёной зерново-шротовой смеси и белково-минеральных добавок
8. Технологическая операция смешения комбикорма в смесителе 17,1.
Технологическая операция транспорта смеси
9. Транспорт смеси в бункер Б26.
Технологическая операция отгрузки смеси
10. Отпуск готовой продукции: завершая процесс, готовый комбикорм выпускается из силосов Б27–Б29 на автотранспорт.
Транспорт компонентов и смеси производится винтовыми конвейерами 4,1–4,13, 3,1, 3,2, скребковыми конвейерами (редлерами) 2,1–2,4, вертикальными ковшовыми транспортёрами (нориями) 1,1–1,3.
Системы безопасности для транспортной системы – контроль вращения, подпор, контроль сбегания ленты. Необходимые датчики и устройства безопасности поставляются в составе оборудования.
Дробилка и смеситель поставляются комплектно со шкафами управления и силовыми шкафами.
Бункеры оборудованы пневмоуправлемыми задвижками и датчиками верхнего и нижнего уровней.
На рис. 2–5 показано существующее оборудование, на базе которого реализован проект.
Для разработки системы автоматизации планируется использовать следующее оборудование и ПО.
Уровень контроллеров: контроллер ОВЕН ПЛК200, среда разработки Codesys 3.5 SP16 Patch3, уровень HMI – среда разработки и исполнения SCADA MasterSCADA 4D.
Количество сигналов системы:
- DI – 233 сигнала
- DO – 57 сигналов
- АI – 4 сигнала
- AO – 2 сигнала
Конфигурация контроллера:
- ОВЕН ПЛК 200–01-CS –1 шт.
- МВ110-224.16ДН – 15 блоков
- МУ110-224.16Р – 4 блока
- МУ110-224.8И – 1 блок
- МВ110-224.8А – 1 блок
Выбор 110-й версии блоков ввода-вывода обусловлен необходимостью унификации ЗИП с имеющимся у заказчика.
Конфигурация Master SCADA выбрана MPS-MSRT4D-500-L.
Блоки контроллера соединяются с контроллером по интерфейсу RS-485.
После авторизации в системе АРМ логика работы следующая.
- Выбор оператором на АРМ в SCADA рецепта.
- Определение по базе рецептов требуемых компонент.
- Определение наличия компонент в расходных силосах.
- Определение готовности (исправности) оборудования, необходимого для приготовления рецепта.
- Определение отсутствия продукта в промежуточных бункерах, иначе требование разгрузки/перегрузки про-дукта и завершения приготовления/отгрузки предыдущего рецепта.
- Выполнение технологических операций, описанных в п. 2.
- В процессе работы происходит контроль состояния оборудования и органов управления системой.
Таким образом, ПО системы автоматизации должно выполнять следующие функции.
- Предоставление к выбору базы рецептов, получение информации о выбранном рецепте и требуемом количестве комбикорма к приготовлению. Выбор необходимого рецепта.
- Контроль возможности приготовления рецепта по наличию компонентов, готовности оборудования, завершённости предыдущих технологичес-ких операций.
- Управление циклограммой приготов-ления выбранного рецепта.
- Контроль состояния оборудования, участвующего в процессе приготовления рецепта.
Описание программной реализации
Программа управления комбикормовым участком реализована следующим образом.
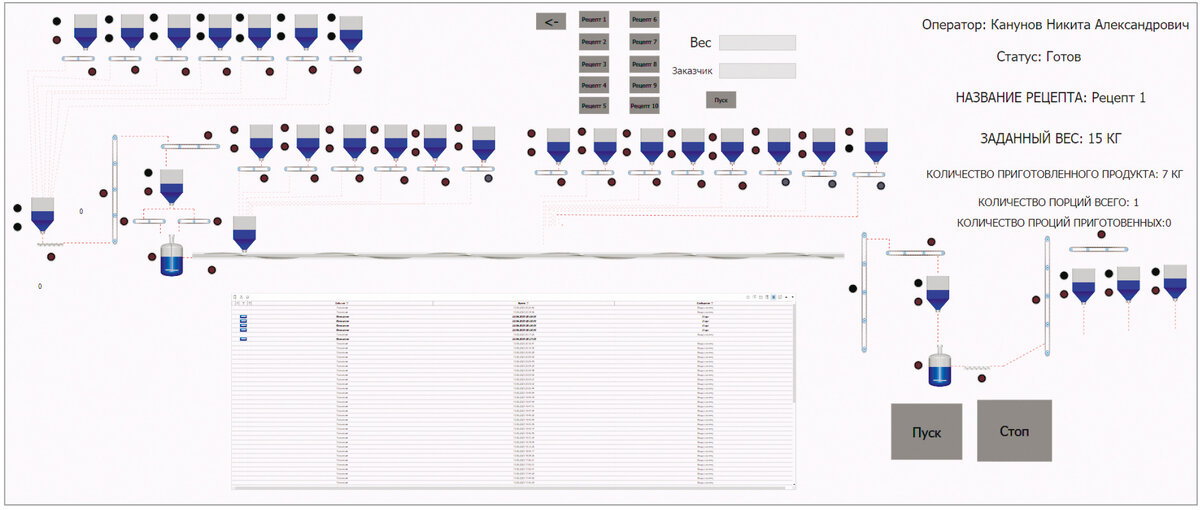
АРМ оператора реализован в виде мнемосхемы, соответствующей технологической схеме участка и отображающей все элементы оборудования, участвующего в приготовлении комбикорма. Система имеет три уровня –
обзорный – основной экран, участок – детальная схема выбранного участка и детальный механизма – выбранная единица оборудования. Примеры экранов приведены на рис. 6–8. На общей технологической схеме состояние оборудования отображается цветом для дискретных сигналов (состояние оборудования) и числом для аналоговых – задания частоты ПЧ, частота и ток ПЧ, значение отвеса и общий вес в бункерных весах.
Для работы с рецептами используется диалоговое окно, представленное на рис. 9, в котором можно выбрать рецепт и количество комбикорма к приготовлению и нажать кнопку ПУСК на экране для запуска процесса приготовления комбикорма и его отгрузки.
Пользователь с соответствующими правами доступа может создать (отредактировать) и записать в БД свой рецепт, используя менеджер рецептов, в котором формируется запись с указанием количества каждого компонента, выбираемого из списков, и перечня компонентов. Пример экрана менеджера рецептов приведён на рис. 10.
Управление списками компонентов, ID силосов по компонентам, списками пользователей, ролями пользователей и сопоставлением пользователям ролей осуществляется администратором системы. SCADA осуществляет журнализацию событий системы, журнализацию выполненных отвесов и порций комбикорма, учёт наработки оборудования в моточасах. При наступлении события, отнесённого к категории аварий или предупреждений, формируется звуковая сигнализация, записи о таких событиях в журнале выделяются цветом (красным или жёлтым). SCADA обеспечивает квитирование событий аварий и предупреждений.
В качестве отчётов формируются сводки о наработке оборудования, выполненных рецептах, расходе компонентов, приготовленном комбикорме. При необходимости перечень отчётов может быть расширен. В электронном виде возможно настроить связь с программой ТОиР и учётной программой предприятия.
Выполнение программы на уровне контроллера
Контроллер получает от SCADA в буферы рецептов данные по ID расходных силосов, количеству порций продукта, количеству необходимых отвесов и весу отвеса. Контроллер выполняет циклограмму, обеспечивающую приготовление комбикорма – транспорт продукта из расходного силоса с требуемым ID в бункерные весы для осуществления отвеса заданного веса, необходимые транспортные операции, операции дробления и смешения. На всех этапах технологических операций производится контроль состояния оборудования. Обмен данными между SCADA и контроллером производится по протоколу OPC UA.
Заключение
В результате было выполнено проектирование и создано программное обеспечение, разработанное для контроллера ОВЕН ПЛК200, которое было протестировано на виртуальном контроллере. Приложение для АРМ оператора также было протестировано в комплексе и было признано удовлетворяю-щим требованиям заказчика.
Литература
- Просто о стандартах OPC DA и OPC UA: https://ipc2u.ru/articles/prostye-resheniya/prosto-o-standar-takh-opc-da-i-opc-ua/
- Видеокурс ПЛК210/ПЛК200: https://owen.ru/media?tags=783
Видеоуроки MasterSCADA 4D: https://masterscada.ru/video4
- Алексеева С.Н., Волкова Г.А. Особенности развития комбикормовой промышленности в России и регионе 4D
- ПО CODESYS для программирования ПЛК: https://kipservis.ru/berghof/codesys_v3.htm
- АО «Мельинвест» Элеватор ковшовый (нория) нм-100. Руководство по эксплуатации НМ 100.00.000.РЭ.
- АО «Мельинвест» КОНВЕЙЕРЫ СКРЕБКОВЫЕ МАРОК Р1-КСН-320, Р1-КСН-400 Р1-КСМ-320, Р1-КСМ-400. Руководство по эксплуатации Р1-КСН-320. 00.000.РЭ Р1-КСН-400. 00.000.РЭ Р1-КСМ-320. 00.000.РЭ Р1-КСМ-400. 00.000.РЭ.
- Руководство по эксплуатации ПЛК200: https://owen.ru/uploads/366/re_plk200_1-ru-72632-1.24_a4.pdf
- Методические материалы MasterSCADA 4D: https://masterscada.ru/docs4