Выбор растворителя для процесса
Применимость растворителя для экстракции ароматических соединений зависит от соотношения между его способностью к абсорбированию ароматики (растворимостью) и способностью избирательности в отношении ароматических и неароматических соединений. Изучение распространенных востребованных растворителей определило следующие качественные показатели:
1. При сравнении углеводородов, которые содержат равное число углеродных атомов, растворимость снижается в следующем порядке:
- ароматические углеводороды;
- нафтены;
- олефины;
- парафины.
2. При сравнении углеводородов одного гомологического ряда, растворимость снижается с увеличением молекулярной массы.
3. Селективность растворителя уменьшается с увеличением углеводородного наполнения фазы растворителя.
Несмотря на эти объединяющие признаки, разные промышленные растворители, используемые для экстракции ароматических соединений, проявляют значительные количественные отличия. При данной селективности сульфолан демонстрирует лучшую способность к способности растворять ароматические соединения, чем иной другой промышленно используемый растворитель. Практическим результатом этой разницы является то, что экстракционная установка, в которой используется сульфолан, требует меньшей скорости циркуляции растворителя и поэтому затрачивается меньше энергии.
Приоритетные физические свойства
Кроме наилучшей способности растворять и селективности, сульфолан характеризуется следующими тремя чрезвычайно выгодными физическими свойствами, оказывающими значительное влияние на инвестиции в строительство установки и затраты на текущую эксплуатацию:
1. Большой удельный вес (1,26), позволяющий:
- в полной мере использовать способность сульфолана к хорошему растворению ароматических углеводородов, поддерживая одновременно большой перепад плотностей между углеводородной фазой и растворителем в экстракторе;
- такой перепад в плотностях позволяет минимизировать диаметр экстрактора;
- большая плотность жидкости в секции экстракционной перегонки позволяет уменьшить размеры необходимого для нее оборудования.
2. Низкая теплоемкость - 0,4 БТЕ/(фунт·°F)/(0,4 кал/(г·°C)), которая позволяет:
- снизить тепловую нагрузку в секции фракционирования;
- минимизировать нагрузку на теплообменники растворителя.
3. Высокая температура кипения - 287 °C (549 °F), которая:
- значительно превышает температуру кипения самого тяжелого из экстрагируемых ароматических углеводородов;
- упрощает отделение растворителя от ароматического экстракта.
Применимость растворителя для экстракции ароматических соединений зависит от соотношения между его способностью к абсорбированию ароматики (растворимостью) и способностью избирательности в отношении ароматических и неароматических соединений. Изучение распространенных востребованных растворителей определило следующие качественные показатели:
- при сравнении углеводородов, которые содержат равное число углеродных атомов, растворимость снижается в следующем порядке:
- ароматические углеводороды;
- нафтены;
- олефины;
- парафины.
- при сравнении углеводородов одного гомологического ряда, растворимость снижается с увеличением молекулярной массы;
- селективность растворителя уменьшается с увеличением углеводородного наполнения фазы растворителя.
Базовая концепция процесса
Процесс Sulfolane объединяет в одной технологической установке два процесса:
- жидкостную экстракцию;
- экстрактивную дистилляцию.
Такой режим функционирования особенно выгоден для извлечения ароматики:
- в системах жидкостной экстракции низкокипящие неароматические соединения более растворимы, чем высококипящие, из-за чего жидкостная экстракция имеет больший эффект при отделении ароматических соединений от тяжелых примесей, чем от лёгких;
- при экстрактивной перегонке низкокипящие неароматические компоненты проще отгоняются из растворителя, чем высококипящие, из-за чего экстрактивная перегонка имеет больший эффект при отделении ароматических соединений от легких примесей, чем от тяжелых.
Таким образом, жидкостная экстракция и экстрактивная перегонка имеют дополняющую друг друга специфику. Примеси, с трудом удаляемые в одной секции, без проблем удаляются в другой. Такая синергия методов позволяет эффективно осуществлять переработку сырья со значительно более широким фракционным составом, чем любой из методов индивидуально.
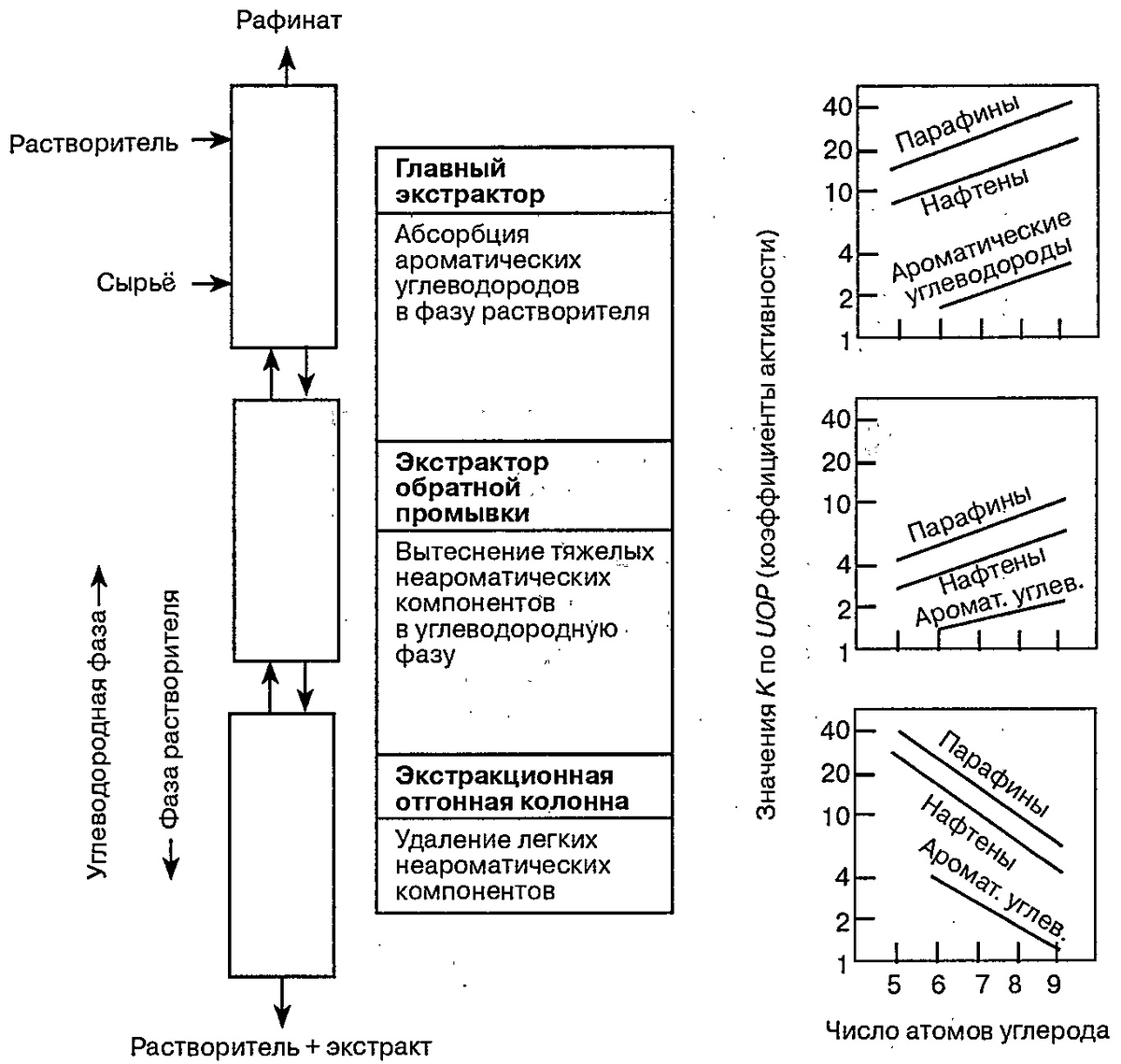
Базовая концепция процесса показана на рисунке:
- тощий (не насыщенный абсорбируемым веществом) растворитель подается в верхнюю часть главного экстрактора и перемещается нисходящим потоком;
- углеводородное сырьё подается в нижнюю часть экстрактора и двигается восходящим потоком противоточно растворителю;
- растворитель падая сверху-вниз разбивается на мелкие капли и повторно распределяется в углеводородной среде в каждой нижеследующей тарелке;
- растворитель селективно абсорбирует из сырья ароматические соединения;
- так как разделение идеальным не является, то абсорбции подвергаются также определенное количество неароматических соединений;
- неароматические углеводороды не покидают углеводородную фазу и отбираются из главного экстрактора в качестве рафината;
- растворитель, насыщенный ароматическими компонентами, покидает главный экстрактор с нижней его части и поступает в экстрактор обратной промывки;
- в экстаркторе обратной промывки происходит контакт насыщенного растворителя с потоком низкокипящих неароматических компоеннтов, поднимающихся шлемовой части экстракционной отгонной колонны;
- низкокипящие неароматические компоненты вытесняют высококипящие неароматические соединения из растворителя;
- низкокипящие неароматические компоненты вытесняют высококипящие неароматические соединения из растворителя, которые поступают обратно в углеводородную фазу и отводятся из экстрактора совместно с рафинатом;
- далее насыщенный растворитель из кубовой части экстрактора обратной промывки, содержащий только низкокипящие неароматические компоненты, обратно подается в экстракционную отгонную колонну для финишной очистки ароматического продукта;
- низкокипящие неароматические примеси выводятся из шлемовой части экстракционной отгонной колонны и вновь подаются в экстрактор обратной промывки;
- очищенный поток ароматических компонентов, или экстракт, в фазе растворителя выводится из нижней части экстракционной отгонной колонны;
- насыщенный растворитель далее поступает в колонну регенерации растворителя, где посредством дистилляции происходит отделение экстракта от растворителя.
На рисунке (см.выше) также приведены коэффициенты активности К для каждой секции разделения. Значение К при экстракции является аналогией относительной летучести при перегонке. Значение Ki является мерой способности растворителя отталкивать компонент i и вычисляется, как мольная доля компонента i в углеводородной фазе Xi, деленная на мольную долю компонента i в фазе растворителя Zi. Чем меньше значение Ki, тем лучше растворяется компонент i в фазе растворителя.
Если статья была вам интересной и полезной, ставьте лайк, а если хотите ежедневно получать новые статьи и узнавать больше о нефтепереработке, то подписывайтесь на канал.