Московский механический завод №3 провел очередную модернизацию фланцегибочного станка УГС6/2А, включая систему измерения и перемещения центрального ролика, с доработкой программного обеспечения.

Эти изменения привели к следующим улучшениям:
1. Ранее система измерения центрального ролика состояла из трёх бесконтактных выключателей отслеживающих крайние положения ролика и его перемещение с точностью 0.1мм. Такая точность была не достаточной для больших радиусов гиба и не позволяла получать изделия с требуемой точностью. В процессе модернизации, систем на базе бесконтактных выключателей, была заменена на систему на базе абсолютного энкодера, что значительно повысило точность измерения в десять раз до 0.01мм и облегчило настройку станка для гиба на требуемый радиус изделий с высокой точностью.
2. Система перемещения центрального ролика ранее включала в себя два электромагнитных пускателя, обеспечивающих перемещение центрального ролика «Вперёд» и «Назад» в толчковом режиме с рабочей скоростью. В процессе модернизации электромагнитные пускатели были заменены на частотный преобразователь, позволяющий регулировать скорость перемещения центрального ролика в широком диапазоне скоростей, что с одной стороны, позволило увеличить скорость перемещения ролика холостого хода, а с другой, - снизить скорость на конечных участках рабочего хода для реализации повышенной точности новой системы измерения.
Доработка программного обеспечения позволила в полной мере применить результаты модернизации систем измерения и перемещения центрального
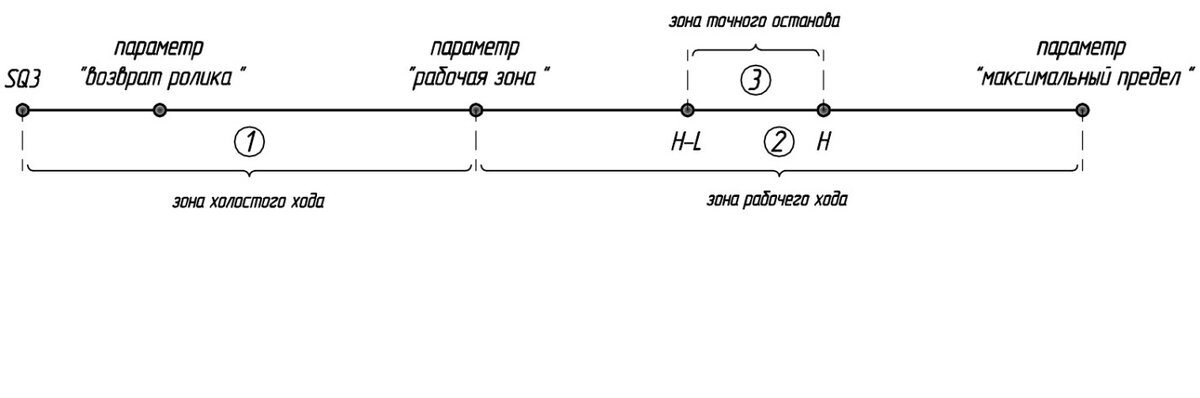
1. ролика. Так вся зона перемещения ролика была разделена на три зоны,
с разными скоростями перемещения ролика (границы этих зон и скорости перемещения могут быть настроены в сервисном меню станка), что позволило сократить время цикла гиба при увеличении точности перемещения и сделать станок гибко настраиваемым под конкретные задачи клиента.