В условиях серийного производства на предприятии, специализирующемся на выпуске транспортных средств, внедрение тепловизионных камер в технологический процесс горячей штамповки корпусных деталей позволяет усилить контроль качества изделий. Это особенно актуально при использовании легких листовых материалов, таких как алюминий и тонкий стальной прокат, в производстве.
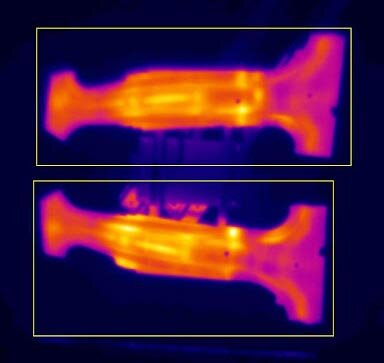
Тепловизоры позволяют осуществлять бесконтактный мониторинг распределения температуры по поверхности деталей. Ключевыми параметрами, которые контролируются данными камерами, являются температура поверхности заготовки/детали до и после штамповки, а также правильность размещения листа-заготовки под прессом. Для получения достоверных результатов рекомендуется использовать два тепловизора с широкоугольными объективами, закрепленные на кронштейнах по обе стороны пресса. Термографический контроль работает автоматически и активируется по команде из системы управления технологическим процессом. В случае, если данные о распределении температур и позиционировании листа находятся в допустимых пределах, система запускает операцию штамповки. После остывания детали термографы снова активируются.
Одним из важных преимуществ данной системы является возможность быстрой и простой перепрограммации при переводе технологической линии на выпуск деталей другой конфигурации. Также, для более сложных геометрических деталей могут потребоваться тепловизоры с более высоким разрешением микроболометрической матрицы.
Предприятие-производитель технологических комплексов предлагает решение термографического контроля как для новых производственных линий, так и в качестве модернизации уже существующих. Внедрение такой системы позволяет снизить вероятность возникновения брака в процессе штамповки, уменьшить перерасход материалов, избежать задержек в графике и упростить логистику производства. Это ведет к значительному улучшению качества производства и сокращению убытков, связанных с браком и повреждениями оборудования.