Сразу оговорюсь, что приведенные ниже статьи в большей мере относятся к FDM печати.
Итак, какие особенности стоит учитывать при моделировании деталей, которые впоследствии будут напечатаны?
Я попробую обобщить свой опыт и дать несколько советов начинающим.
Как повысить скорость печати:
Помимо настроек и калибровки принтера, еще на этапе моделирования иногда можно заложить элементы способные сократить время печати.
Возьмем наглядную модель - это условный внутренний угол корпусной детали, к которой в последствии крепится крышка.
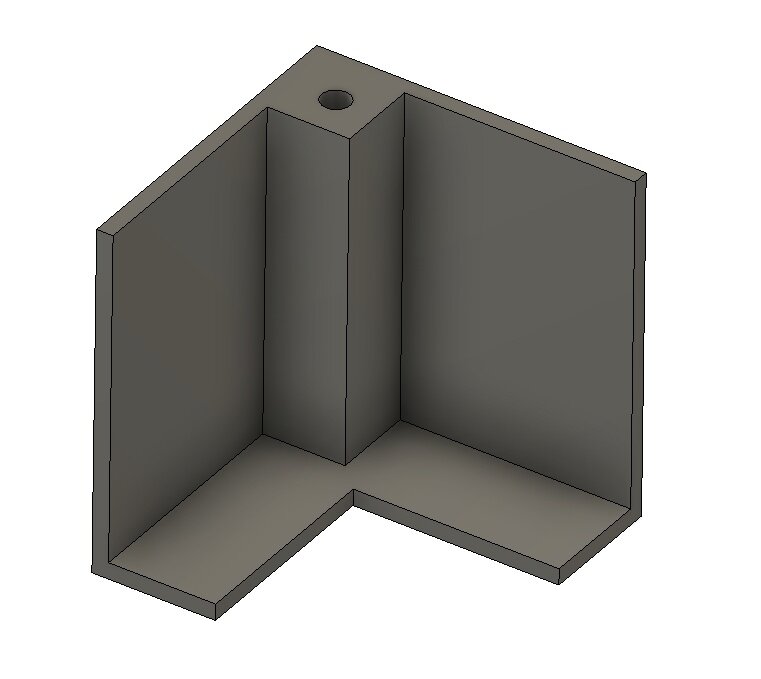
Для чистоты опыта посмотрим сколько времени он будет печататься на моем принтере. Получаем 1 час 48 минут. Примем это время за эталон.
Попытаемся оптимизировать этот элемент.
Для начала сэкономим пластик - винт крепления не настолько длинный чтобы проходить на всю длину корпуса:
Печать нависающих элементов потребует поддержек, но поддержки требуют меньше пластика и печатаются быстрее. Новое время печати 1 час 17 минут.
Уже неслабая экономия времени, но пойдем дальше. Принтер может печатать нависания с определенным углом без поддержек (зависит от настроек принтера, платика и других факторов). Так что добавив небольшие скругленные фаски получим такую модель:
Время печати сократилось до 1 часа и 15 минут.
Выигрыш во времени небольшой, но поддержки это расход пластика. Кроме того, их удаление не всегда проходит легко (особенно в труднодоступных местах). Поэтому если возможно - стоит стараться избавиться от них.
Крепеж в печатных деталях
Существует несколько способов подружить вашу печать с крепежом.
- Самый простой способ - моделирование отверстий диаметром несколько меньше чем винт или саморез который будет врезаться в тело модели.
Это хороший вариант для соединений которые будут редко разбираться, т.к. со временем пластик износится, и винты уже не будут держаться в модели. - Использование гаек. Здесь все просто - винт и гайка стягивают детали вместе. Это дает максимальную прочность соединения, и возможность многократно разбирать/собирать соединение.
- Использование вплавляемых латунных вставок с резьбой. Это, пожалуй, самый продвинутый способ. Резьбовая втулка вплавляется в материал модели, и становится ее частью. Из недостатков необходимость иметь в наличии паяльник и сами втулки, которые легко заказать на маркетплейсах, но трудно найти в ближайшем строймаге.
Сейчас наша модель уже неплохо оптимизирована. Добавим возможность заложить гайку, чтобы соединение было более прочным и сохранялась возможность многократно собирать и разбирать деталь:
Теперь можно заложить вниз гайку, и закрутить винт крепления уже в нее.
Как увеличить прочность деталей:
Я не стану касаться здесь очевидных вещей вроде печати более прочными материалами (композитный пластик, ABS и другие), и советов вроде повышения плотности заполнения. Приведенные ниже советы верны для любого пластика и печати.
Поскольку печать пластиком выполняется послойно, то прочность модели вдоль слоев и поперек сильно различается. Разорвать слои всегда проще, поэтому стоит избегать в нагруженных деталях такого вида соединений:
Отломать такую деталь довольно просто ведь слоев удерживающих эту трубку будет не так много.
Чтобы упрочнить конструкцию добавим плавный переход:
Причем даже небольшой радиус значительно повысит прочность соединения.
Также можно сделать такое скругление внутри трубки:
Или поднять высоту основания трубки. Таким образом увеличив количество слоев которые нужно разорвать чтобы отломить ее:
Вообще стоит помнить что в большинстве случаев скругление - ваш друг. При прочих равных печать скругленной детали будет быстрее чем той же с прямыми углами.
Еще один нюанс связан с тем, что печать редко происходит при 100% заполнении. Обычно хватает и 15-20% для хорошей прочности. Но если нужно усилить какой-то элемент, то можно не ставить 100% заполнение, а пойти на хитрость.
Немного изменим нашу деталь:
И посмотрим на нее в слайсере:
Хорошо видно что трубка будет печататься уже на плоской крышке. У нее почти нет связи с основной деталью.
Поэтому можно немного схитрить и углубить трубку:
Загрузим уже эту модель в слайсер:
Видно что теперь дно трубки будет сформировано уже внутри основания, и она дополнительно будет укреплена структурой заполнения.
Добавив к этому скругления можно достичь максимальной прочности.
Как моделировать соединения:
Часто нужно создать детали которые будут как-либо стыковаться друг с другом.
Тут есть два основных нюанса:
- Точность самого принтера - как правило печать идет с разрешением 0,2 мм по высоте соплом диаметром 0,4 мм. Очевидно что линейные размеры могут и будут плавать особенно для мелких деталей.
- Пластик при печати дает усадку. Причем довольно существенную для некоторых его видов. И после печати все линейные размеры уменьшатся.
Обе эти проблемы не могут быть полностью устранены, поэтому надо просто компенсировать их при моделировании, или механически обрабатывать детали перед сборкой (а значит на этапе моделирования закладывать запас на съем материала).
Существует целый ряд тестовых моделей, которые можно напечатать разными пластиками для понимания усадки и изменения линейных размеров.
Например:
https://www.thingiverse.com/thing:305109 Множество таких моделей можно найти по запросу «Tolerance Test» в Tingerverse
Такая модель поможет понять какие зазоры может выдержать ваш принтер.
Однако при моделировании нам нужны конкретные размеры, и тут моя рекомендация - отталкиваться от ширины линий, которыми вы печатаете.
В большинстве случаев в принтере стоит стандартное сопло диаметром 0,4 мм, и ширина линии такая же. Поэтому для зазора лучше всего использовать одну ширину линий. Впрочем, с опытом и в зависимости от потребностей эти значения можно изменять если требуется например напряженная посадка.
Надеюсь эта статья была вам полезна. Список советов и приемов будет со временем пополняться.