Дуговая сварка становится все более разнообразным методом соединения металлических заготовок с помощью тепла, индуцируемого электрической дугой. Сварочные аппараты для газовой вольфрамовой дуговой сварки и вольфрамовой сварки в инертном газе (TIG) являются одними из самых популярных благодаря своей исключительной гибкости. Металлурги используют их для сварки и наплавки различных типов черных и цветных металлов, от простой углеродистой стали до экзотических сплавов. Однако традиционные методы сварки оставляют желать лучшего, когда дело доходит до автоматизации.
Дуговая сварка с переносом плазмы, иногда сокращенно PTA, является естественным развитием процесса сварки. Это легко автоматизированный метод соединения, который позволяет точно контролировать ключевые параметры сварки, обеспечивая более высокое качество соединений и сварных швов. Он идеально подходит для наплавки в тяжелых отраслях промышленности, таких как нефтегазовый сектор, горнодобывающая промышленность и энергетика.
Здесь мы более подробно опишем основные принципы работы плазменно-дуговой сварки, уделив особое внимание конфигурации оборудования для PTA наплавки, а также преимуществам этого эволюционного метода.
Принципы работы плазменно-дуговой сварки
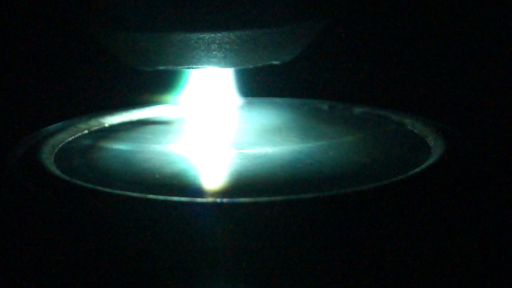
Плазменно-дуговая сварка представляет собой сложный процесс соединения, основанный на индукции переносной дуги плазмы высокой плотности, которая обеспечивает достаточную энергию для плавления как заготовок из основного металла, так и металлических порошков для наплавки. Сначала пилотную дугу получают путем ионизации инертного газа (аргона, гелия, водорода и т. д.) электрической дугой, образующейся между вольфрамовым электродом и соплом горелки. Эта вспомогательная дуга превращается в передаточную дугу путем ее разряда через суженное сопло с помощью плазменных газов. По сути, это дросселирование плазменного столба до высоких температур, высоких скоростей струи и высоких плотностей энергии.
Чем PTA отличается от других методов сварки?
Плазменно-дуговая сварка в принципе наиболее близка к методам GTAW, поскольку в обоих случаях используются неплавящиеся вольфрамовые электроды. Но конструкция сварочных аппаратов PTA была переработана, чтобы переносить вспомогательную дугу от горелки, чтобы ее можно было дросселировать через медное сопло с мелким диаметром, достигая большей плотности энергии.
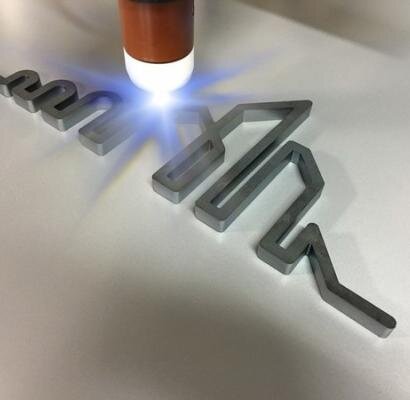
Эта конструкция близка к стандартному аппарату плазменной дуговой сварки (PAW), но опять же, плазменно-дуговая сварка отличается типом используемых присадочных материалов. Сварка PAW предполагает раздельное нанесение проволоки на заготовку, что может привести к ухудшению контроля сварки. Аппараты плазменной дуговой сварки обеспечивают гораздо больший контроль над осаждением порошка. Поток металлического порошка подается в область дуги с помощью внутреннего газового потока, что позволяет чрезвычайно точно контролировать параметры сварки посредством скорости подачи порошка и скорости потока газа.
Этот процесс совместим с широким спектром материалов, но такие металлы, как Inconel 625, широко используются для повышения коррозионной стойкости, а карбиды используются для повышения износостойкости.