Твердосплавные круглые пилы, выпускаемые российскими и зарубежными производителями, получили распространение в деревообработке. Считается, что эксплуатация стандартных твердосплавных круглых пил, работающих на скоростях подачи до 60 м/мин хорошо описана в специальной литературе, не требует специальных знаний и, как правило, не вызывает проблем. Однако, ввиду того, что в деревообработку из других отраслей пришло много новых людей, не знакомых с теориями резания древесины и древесных материалов, усовершенствования технологий изготовления и появления новых материалов при производстве, проблемы при пилении круглыми пилами возникают на пустом месте. В этой серии статей будут подробно рассмотрены стандартные круглые пилы для продольного пиления древесины и универсальные пилы для древесных плитных материалов.
Выбор размеров и правильной геометрии пил
Для оптимального пиления следует выбирать пилы минимально допустимого диаметра с выходом зубьев пилы из пропила не более чем на 10-15 мм. Пилы малого диаметра устойчивы в пропиле, экономичны в процессе эксплуатации и более дешевы, чем пилы большего диаметра. Соотношение диаметра обычной пилы и толщины ее корпуса на пилах, изготовленных из инструментальной стали должно находиться в пределах от 1/120 до 1/140 диаметра пилы.
При выборе для зубьев пилы необходимой марки твердого сплава следует учесть то, что стойкость пил для пиления древесины (за исключением твердых сортов древесины) с зубьями из твердого сплава с малым содержанием кобальта и вольфрама в два раза выше, чем у пил с зубьями, имеющими большее содержание карбидов кобальта и вольфрама, т.к. твердый сплав становится хрупким. В связи с этим, данный сплав плохо переносит ударные нагрузки, например, при пилении крупных сучьев в пиломатериалах, т.к. твердость их в древесине, как правило, в два раза выше, чем остальная древесина.
Данная ситуация совершенно обратная при пилении плитных материалов, т.к. при пилении этого материала стойкость твердого сплава тем выше, чем больше в твердом сплаве вольфрама и кобальта. Размеры зерна вольфрама в твердом сплаве также сильно влияют на стойкость твердого сплава при пилении - чем выше содержания вольфрама и кобальта в твердом сплаве, тем выше его стоимость и, соответственно, стоимость пил.
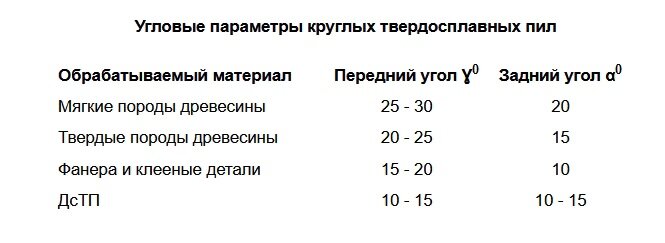
Угловые параметры твердосплавных пил выбираются в зависимости от обрабатываемого материала. Распространенные параметры приведены в ниже:
У производственников часто используются пилы с прямой заточкой по передней и задней граням зуба, как более дешевые и удобные в переточке.
Следует иметь в виду, что увеличение углов заточки (т.н. ''косая заточка'') по передней и задней граням до 40° снижает усилие резания на треть и устраняет опасность скола материала при пилении, но при этом уменьшается устойчивость пилы в пропиле и стойкость зуба пилы. На практике, для уменьшения сил резания и устранения сколов чаще применяются пилы с косой заточкой, чередующейся попеременно только по задней поверхности с углом 15-35°.
Для пиления плитных материалов (МДФ, ДсТП, ОСБ и т.п.) целесообразно использовать пилы с профилями заточки «прямой-трапеция» или «трапеция-трапеция» с обнижением через зуб на 0,2-0,4 мм.
Круглые пилы, оснащенные мультаксами (специальные твердосплавные пластинки, впаянные в проемах на корпусах пил), применяются при пилении древесины с глубиной пропила более 50 мм и обеспечивают лучшее качество пиления из-за повышенной устойчивости пилы в пропиле, но они дороже, чем обычные плоские пилы и сложны в заточке, т.к. при значительной переточке требуют так же и обнижение мультаксов, поэтому их применение должно быть хорошо мотивированным при небольших высотах пиления.
Пилы неизвестных производителей с передним углом менее 10°, не следует применять для пиления мягкой древесины, а еще лучше - низкокачественным, хотя и дешевым инструментом вообще не надо работать, так как кроме проблем Вы ничего не получите.
Следует различать пилы для продольного пиления с относительно небольшим количеством зубьев (z 20 - 30 зубьев) и торцовочные пилы (z > 40 зубьев), отрицательные передние углы которых, как правило, более -15° и непригодны для продольного пиления. Кроме этого следует отметить, что существуют круглые универсальные пилы, с передними углами в пределах -15°…+15°, которые предназначены для работы по плитным материалам.

Малозубые круглые пилы (от 8 зубьев и более) и диаметром пилы от 300 мм, предназначены для пиления на маломощном лесопильном и деревообрабатывающем оборудовании продукции с невысоким качеством поверхности получаемой продукции и скоростями подачи, как правило,10-20 м/мин.
На некоторых лесопильных и деревообрабатывающих заводах появились экономичные пилы сверхтонкого пропила со ступенчатым корпусом и большим количеством зубов. По ширине пропила, в зависимости от глубины пропила, они уступают аналогичной ленточной пиле, но они обладают устойчивостью в пропиле и высокой скоростью пиления.
К сожалению, глубина пиления ступенчатыми пилами ограничена размером тонкой периферийной части корпуса пилы. Большое количество зубов на этих пила требует высокой скорости подачи - 20-40 м /мин. Однако на малых скоростях подачи, эти пилы могут "гореть".
Сервис твердосплавных дисковых пил
В процессе работы круглая пила, как и любой другой режущий инструмент, затупляется главным образом в зоне вершин зубьев пилы, как в зоне основного лезвия зуба пилы, образованного пересечением передней и задней граней зуба, так и вспомогательных лезвий, образованных пересечением передней и боковой гранями зуба. Степень затупления лезвия зуба характеризуется радиусом затупления лезвия, который, как правило, в специальной литературе обозначается буквой ρ. Считается, что пила острозаточена, если ρ=5 мкм, а тупая и требует заточки – при значении ρ=15 мкм.
При нормальной эксплуатации пил радиус затупления лезвия пил, отдаваемых на заточку, не должен превышать 0,15 мм. На сервисное обслуживание пил, которые сильно затупились, потребуется в 3-5 раз больше времени, чем на заточку пил с нормальным радиусом затупления, поэтому целесообразно перетачивать пилы при первых же признаках затупления – появлении бахромы, мшистости и ворсистости на пиленых поверхностях или сколах на кромках заготовок. Кроме этого, ресурс пилы при редкой заточке снижается, а это приведет к покупке нового инструмента
Частые переточки экономически выгодны, если на производстве применяется работающий в полуавтоматическом цикле заточной станок со специальной охлаждающей жидкостью (СОЖ), на основе воды или масла, которая предотвращает при заточке выгорания из твердого сплава кобальта, являющегося подобием клея, скрепляющим частицы в пластинках твердого сплава.
Перед заточкой пила непременно должна быть очищена от смолистых веществ, клея и т.п. Для этого она на полчаса опускается в горячий 3%-ый содовый раствор, после чего загрязнения снимаются неметаллическим скребком или щеткой. Допустимо использовать растворители. Идеальным вариантом для мойки режущего инструмента будут специальные моечные машины.
Заточка твердосплавных пил делается или по передней грани, либо и по передней и по задней граням, причем пилы для лесопиления, как правило, редко затачивают кроме передней грани и заднюю, т.к. эти пилы, если позволяет качество стали корпуса, перепаиваются, иногда до 10 раз. В этом случае важно при переточке не изменять размеры постели зуба, куда зуб впаивается при перепайке. При соблюдении этого условия, наружный диаметр пилы остается неизменным.
При заточке только по передней грани, объем зуба изменяется экономично, но процесс заточки становится продолжительнее по времени, (особенно на заточных станках не имеющих подачи СОЖ), поскольку съем твердого сплава за один проход не должен превышать 0,02 - 0,05 мм. Более производительной процедурой будет одновременная заточка по передней и задней граням. При этом при последнем проходе рекомендуется съем незначительного слоя твердого сплава (не более 0,05 мм) только с задней грани зубьев круглой пилы.
Заточку пил алмазными дисками следует выполнять только с охлаждением. Это на 50% уменьшает износ диска и улучшает чистоту поверхности, что в свою очередь повышает стойкость зубьев пил.
Пилы с пластинками твердого сплава после заточки и доведения передней поверхности должны иметь отклонения углов от заданных не более 1 ° (для точных пил со сложной геометрией не более 0,5 °), а радиус закругления режущей кромки не более 0,015 мм. Особое внимание стоит уделить симметричности профиля зубов, нарушение которой приведет к боковому зарезанию пилы в процессе работы. Ось шлифовального круга должна располагаться строго в плоскости симметрии корпуса пилы. После заточки трещины и сколы на передней поверхности пилы не допускаются; должны отсутствовать и видимые следы от шлифовального диска.
Радиальное биение зубьев пилы не должно превышать 0,15 мм; волнистость или "крыловатость" корпуса пилы исправляется правкой и проковкой, но эти операции могут осуществлять только квалифицированные специалисты пилоправы сервисных центров.
Выхаживание пилы после заточки (1-2 прохода с малой подачей либо без нее) или доведения пилы мелкозернистым диском с минимальным съемом твердого сплава повышает устойчивость пилы и качество пиления.
Установка пилы на станок
Для нормальной работы пилы необходимо правильно установить ее в станке, обеспечивая соблюдение следующих условий:
- Плоскость пилы должна быть строго перпендикулярна оси вращения шпинделя, достигается проточкой и шлифовкой опорного фланца. Допускается торцевое биение не более 0,01 - 0,015 мм в диаметре 100 мм.
- Осевой люфт шпинделя не должен превышать 0,05 мм. Все вращающиеся детали шпиндельного узла должны быть сбалансированы.
- Радиальное биение посадочного места пристального вала не должно превышать 0,02 ... 0,025 мм. Радиальное биение кончиков зубьев установленной пилы - 0,15 мм.
- Диаметр зажимных фланцев должен составлять треть диаметра пилы.
Пиление на станках с расклинивающими ножами
Расклинивающие ножи, препятствующие зажиму пилы в пропиле, должны быть расположены на расстоянии 10 - 15 мм от затылка зубьев пилы. Толщина задней кромки ножа должна быть на 0,2 - 0,3 мм больше ширины зубов пилы для однопильных станков и на 0,2 - 0,3 мм меньше ширины зубов пил для многопильных станков.
Режимы пиления круглыми пилами
Скорость резания круглой пилы (50 - 80 м/с) выбирается в зависимости от диаметра пилы, материала, который распиливается и марки твердого сплава. Но в большинстве пильных станков частота вращения пилы не регулируется, так как она задана проектировщиками станка. Обратите внимание на маркировки - как правило, на пилы наносится допустимая частота вращения шпинделя станка.
Пиление с малой скоростью подачи может принести не меньший вред, чем пиление с избыточной скоростью подачи. И дело не только в том, что теряется производительность оборудования и, как следствие - производства. На малой скорости подачи, помимо больших энергетических затрат на пиление, вероятен риск "сжигания" круглой пилы и возможен брак при распиловке по прямолинейности пропила.
Причиной этого является образование, по мере износа, радиуса закругления режущих лезвий пилы. Если величина ρ лезвий составляет около 0,01 мм (что вполне возможно при работе затупленный пилой на больших скоростях пиления), а пиление происходит с подачей менее 0,05 мм на один зуб пилы, то такое лезвие пилы, из-за затупления режущей кромки скорее не режет волокна древесины, а рвет и вдавливает их в поверхности пропила.
Возникают значительные силы трения, а значит выделяется тепло, которое не отбирается небольшим количеством опилок и перегревает диск пилы. Диск деформируется, корпус пилы и зубья "ведет", она еще больше подклинивается в пропиле и может от перегрева окончательно выйти из строя, т.е. - "сгореть", показателем чего могут быть как отдельные так и сплошные темные пятна цвета побежалости на корпусе пилы. Пилы с отдельными пятнами на корпусе еще иногда можно исправить частичной проковкой корпуса пилы, а вот полностью сгоревшую пилу выправить уже невозможно.
Запомните! Пилить древесину вдоль волокон с подачей меньшей, чем 0,05 - 0,1 мм на зуб нельзя!
Если мощности привода пильного шпинделя не хватает для работы с достаточной скоростью подачи используйте пилу с меньшим количеством режущих зубьев, или уменьшите (если возможно) частоту ее вращения, но обеспечьте достаточную (рекомендуемую) подачу на зуб!
Круглая пила накладывает ограничение и на максимальную скорость подачи. Значительные ударные нагрузки, возникающие при входе зуба пилы в древесину, могут привести к поломке зуба или выкрашиванию лезвия зуба пилы. Поэтому необходимо ограничивать максимальную подачу на зуб приведенными ниже значениями, а также рекомендуется не работать пилами с небольшим количеством зубьев со скоростью резания ниже 50 м/с
Контролировать скорость ручной подачи на технологическом оборудовании весьма трудно, обычно она "плавает" и в среднем считается в пределах 10-15 м/мин. Поэтому при ручной подаче на пильных станках невозможно достичь стабильного качества пиленой поверхности, прямолинейности пропила, что в итоге может вывести инструмент из строя.
Современные однопильные и круглопильные станки с автоподатчиком заготовки обеспечивают пиление с более стабильным качеством, а современные продольно-распиловочные станки, так же называемые обрезными, к с подвижными и одной неподвижной пилой и постоянным базированием заготовки обеспечивают автоматическое пиление со скоростью подачи до 50 м/ мин и высокой точностью пропила. Благодаря точности и возможности индивидуального подхода к раскрою сырья эти станки успешно конкурируют с многопилами, мощности привода которых часто не хватает для пиления с эффективной подачей (например, при распиловке 100-миллиметрового бруса сырого бруса из сосны требуется не менее 5 ... 7 кВт мощности привода вращения на каждую пилу).
Причины некачественного пиления и способы их устранения
"Зарезание" пилы, волнистый пропил и подгорание заготовки. Причиной волнистости пропила и появления на кромках заготовки подгорелых участков является декомпенсированный нагрев периферийной зоны пильного диска, который приводит к отпуску металла корпуса пилы и, как следствие, к потере пилой устойчивости в процессе пиления. При пилении происходит нагрев и тепловое расширение кромки пильного диска. Зубчатая кромка пилы диаметром 400 мм при нагревании до 100 ° С удлиняется более чем на 1,5 миллиметра, тогда как нагрев и расширение центральной части диска на порядок меньше.
Под влиянием возникающих внутренних напряжений корпус пилы изгибается, приобретает форму «восьмерки» и его кромка становится волнистой, что в свою очередь способствует усилению трения корпуса пилы о пропил, его дальнейшему нагреванию и полной потере пилы формы ее корпуса.
Частая причина перегрева пилы - пиление со слишком малой подачей на зуб (с недостаточной скоростью подачи), исходя из имеющегося количества зубов пилы и скорости вращения.
Повышение термостойкости корпуса пилы достигается предварительным вальцеванием или проковкой для создания на периферии корпуса пилы растягивающих напряжений или распределением кромки на сектора путем создания узких или широких радиальных проемов с мультаксами (т.н. очистными ножами). Такие проемы снижают уровень вибраций пилы, а при наличии в них твердосплавных ножей, меньших ширины зубьев на 0,2 - 0,3 мм, обеспечивают очистку пропила, охлаждение пилы, а также сохранение устойчивости пилы.
Целесообразно обеспечивать охлаждение пилы. При распиловке сырой древесины - подачей воды, а при распиловке сухой древесины - обдувом пилы воздухом или водяным туманом с помощью специального распылителя. Кстати, при этом уменьшится и количество пыли в помещении. Стоит обратить внимание на необходимость равномерного охлаждения диска с обеих сторон. Благодаря интенсивному охлаждению можно практически нивелировать температурный фактор "зарезания".
Предупредить "зарезание" пилы можно также с помощью установки направляющих пилы - ограничителей отклонения, вмонтированных в станок на уровне рабочего стола или под ним. Ограничители изготавливаются из таких материалов как пропитанной маслом древесины дуба, бука, березы или из фанеры и текстолита. Зазор между диском пилы и ограничителями (обеспечивается регулированием) должен быть минимальным, но не менее 0,2 мм. Постоянное трение круглой пилы об ограничители недопустимо, так как это приводит к перегреву.
Сколы древесины на входе и выход пилы с пропила.
Часто причины возникновения сколов - пиление тупой пилой или с большей, чем нужно, подачей на зуб. Силы резания при этом возрастают и превышают силы сцепления волокон древесины - происходит скалывание, особенно при пилении вдоль волокон.
Один из путей путь устранения сколов на входе пилы - применение пил минимального диаметра, которые незначительно выступают из пропила, что способствует снижению т.н.«угла встречи». При необходимости также можно уменьшить подачу на зуб, что также приведет также к исчезновению сколов.
Для устранения сколов на выходе пилы из пропила применяют т.н. «искусственный подпор». В простейшем случае для создания подпора в столе станка в зоне входа зубов пилы делается углубление, в котором наравне со столом устанавливается вкладыш из твердой древесины, фанеры, текстолита, алюминиевого сплава с точным пазом. Расстояние от периферийной и боковой кромок зубьев пилы к стенкам паза должно составлять около 0,2 мм. Вариант противодействия сколам, например, при пилении облицованных материалов - наклейка в зоне пропила малярного скотча.
Еще одним средством профилактики сколов является применение пил с косой боковой заточкой по передней и задней граням зубьев пил, поскольку косая заточка уменьшает силы резания. Кроме того, помните, что вероятность сколов при пиление хорошо заточенной пилой ниже, чем при пиление затупившейся пилой.
Увеличение ширины пропила и следы зубьев пилы на стенках пропила.
Если ширина пропила завышена, и возможно, что плоскость пилы не совпадает с направлением подачи, в результате чего с древесиной взаимодействуют зубы задней, нерабочей части пилы. Это легко установить по наличию выноса мелких опилок нерабочей частью пилы. Решение - установка пилы или направляющей линейки правильно – параллельно телу пилы или оси пропила. Стоит также проверить торцевое биение пилы при ее установке на станке.
При наличии периодических рисок на стенках пропила(пиленых кромках заготовок) следует уменьшить скорость подачи и проверить - не поврежден какой из зубьев. Не нужно забывать о своевременной заточке и проверке состояния зубьев пил.
Помните, что современные дисковые пилы - точный, высокопроизводительный инструмент, эффективность которого во многом зависит от соблюдения оптимальных условий эксплуатации и сервиса.
Источник: Грин Тулс