Дефицит легких дистиллятов и избыток остаточных нефтяных фракций (мазута) стали факторами, стимулировавшими изобретение и развитие крекинг-процессов: термического и каталитического.
В результате крекинга высокомолекулярные углеводороды расщепляются на соединения с более короткими цепочками, что позволяет получать из мазутов и газойлей дополнительные объёмы дистиллятных фракций - бензина, керосина и дизеля. Помимо целевых продуктов при крекинге получаются непредельные (содержащие двойные связи) углеводородные газы, которые кроме как в качестве топлива в печах, не имеют ценности.
После того как был придуман каталитический крекинг, исследователи заинтересовались образующимися при этом легкими фракциями и возможностью увеличения за их счёт количества бензиновой фракции. Однако пропилен и бутилен с их низкими температурами кипения (-48 °С и -6 °С соответственно) не могут оставаться в бензине в растворенном состоянии. Поэтому был разработан процесс, обратный крекингу, называемый алкилированием и заключающийся в укрупнении углеводородных цепочек.
Химическая реакция алкилирования
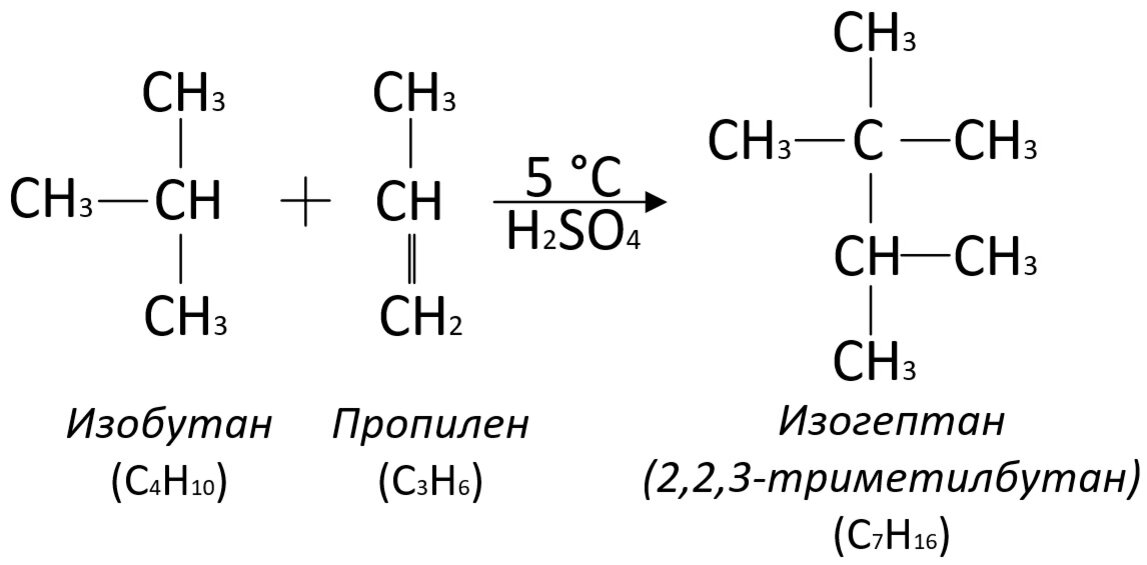
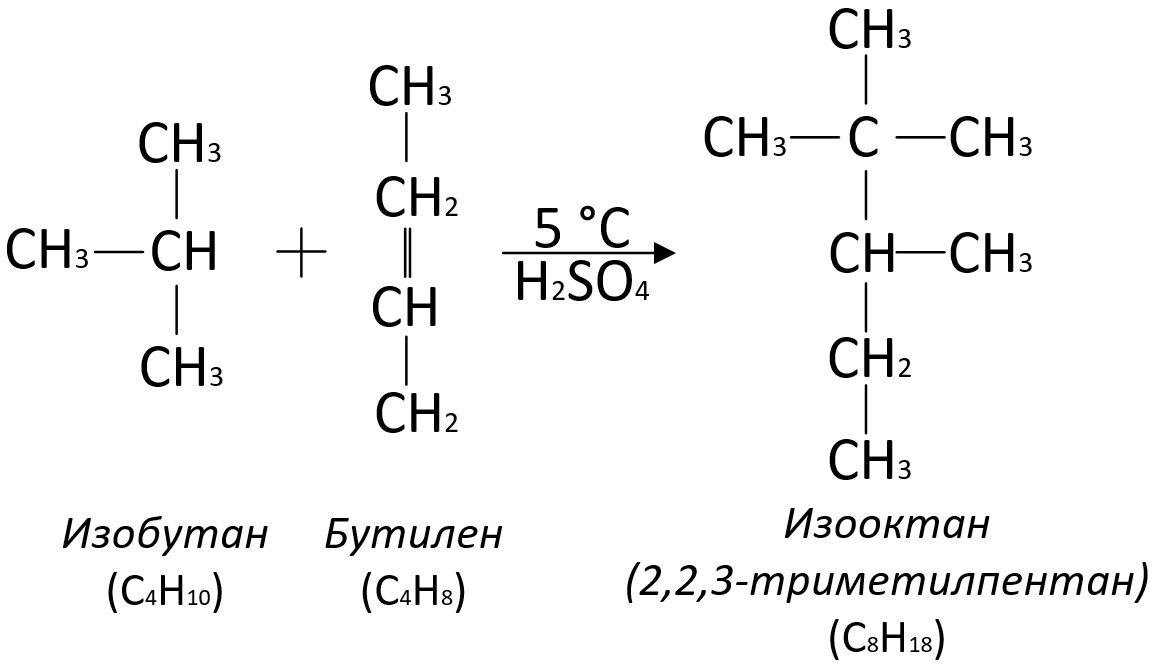
У химика термин «алкилирование» ассоциируется с целым рядом реакций, однако технолог-нефтепереработчик воспринимает алкилирование, как взаимодействие пропилена или бутилена с изобутаном с выработкой изопарафинов, которые называются алкил-бензином или алкилатом.
Так как алкилирование является процессом обратным крекингу, то и наблюдаемые процессы являются обратными - объём образующихся веществ меньше, чем объём реагирующих компонентов, а масса остаётся неизменной.
Технологический процесс алкилирования
Взаимодействие изобутана и олефинов возможно при высоком давлении, но подобный вариант алкилирования является очень дорогостоящим, поэтому для алкилирования были подобраны катализаторы, ускоряющие процесс и позволяющие упростить технологическое оборудование.
Наиболее распространёнными катализаторами алкилирования являются серная или фтористоводородная кислота. Процессы, происходящие в присутствии этих кислот похожи, но сернокислое алкилирование является более распространенным.
Установка алкилирования включает в себя в семь основных узлов:
- холодильный аппарат;
- реакторы;
- узел отделения кислоты;
- узел щелочной промывки;
- три ректификационных колонны.
Холодильный аппарат. Алкилирование в присутствии серной кислоты происходит наиболее эффективно при температурах 4-5 °С (40 °F). Таким образом, олефиновое сырье (поток пропан-пропиленовой и/или бутан-бутиленовой смеси с установки крекинга) смешивают с потоком изобутана и с серной кислотой и подают в холодильную установку. Последняя эксплуатируется при повышенном давлении (0,3-1,2 МПа), чтобы вещества находились в жидкофазном состоянии. В некоторых случаях охлаждение осуществляется непосредственно в реакторе.
Реакторы. Реакция алкилирования протекает достаточно медленно и занимает порядка 15-20 минут, поэтому реакционная смесь проходит через целую систему больших реакторов. При прохождении через реакторы жидкость подвергается перемешиванию, что обеспечивает
оптимальный контакт между олефинами, изобутаном и кислотой и, соответственно, эффективное протекание реакции.
Узел отделения кислоты. После реакторного блока жидкая смесь поступает в отстойник, в котором кислота и углеводороды отделяются друг от друга в силу разности плотностей:
- углеводороды поднимаются вверх;
- кислота опускается на дно.
После отстаивания кислоту снова возвращают в процесс.
Узел щелочной промывки. После отделения катализатора (кислоты) углеводороды все же содержат следы кислоты, поэтому подлежат защелачиванию едким натром и отмывке в специальном сосуде. Вредные эффекты таким образом устраняются, и получается смесь углеводородов, готовая к фракционированию.
Ректификационные колонны. В трех стандартных ректификационных
колоннах алкилат отделяется от насыщенных газообразных углеводородов. Изобутан при этом возвращается в процесс.
Выходы продуктов процесса алкилирования
Процесс алкилирования сопровождается побочными реакциями, некоторые из которых являются в большей или меньшей степени нежелательными:
- образуются небольшие количества пропана, бутана и пентана, что не так плохо;
- получается большое количество смолы - вязкого коричневого вещества, представляющего собой сложную смесь углеводородов, оседающего вместе с кислотой и удаляемого во время регенерации кислоты, перед повторным направлением в процесс.
Объёмный материальный баланс процесса алкилирования:
Параметры процесса алкилирования
Оператору установки алкилирования необходимо контролировать несколько ключевых параметров процесса, чтобы не допустить побочных реакций способных:
- ухудшить качество алкилата;
- привести к снижению октанового числа продукта;
- уменьшить цветовой индекс;
- повысить давление насыщенных паров.
Температура реакции. При чрезмерном охлаждении повышается вязкость серной кислоты и она плохо смешивается с сырьем из-за чего олефины не в полном объёме вступают в реакцию. При избыточном нагреве происходит образование других продуктов, помимо изогептана и изооктана, что снижает качество алкилата.
Концентрация кислоты. Кислота, обращающаяся в системе, неизбежно разбавляется водой, поступающей вместе с олефинами, и насыщается смолами. При снижении концентрации кислоты с 99% до 89%, кислота подлежит сливу и направлению в узел регенерации.
Концентрация изобутана. В присутствии избыточного количества изобутана процесс алкилирования более эффективен. Обычно в технологической схеме предусмотрена система для рециркуляции изобутана. Отношение изобутан : олефин колеблется от 5 : 1 до 15 : 1.
Объемная скорость подачи олефина. Качество вырабатываемого алкилата может меняться в зависимости от длительности пребывания свежей порции олефинового сырья в реакторе.
Если статья была вам интересной и полезной, ставьте лайк, а если хотите ежедневно получать новые статьи и узнавать больше о нефтепереработке, то подписывайтесь на канал.