
Недавно у нас появился 3d принтер от Creality Ender 3 Нео, но вот незадача, в cura нет профиля, а слайсер от креалити царапает ультрабазу, однако, спустя пол дня поиска решения проблемы, я понял что никто не писал нормальную статью по этому поводу, придется писать свою, надеюсь это будет полезно.
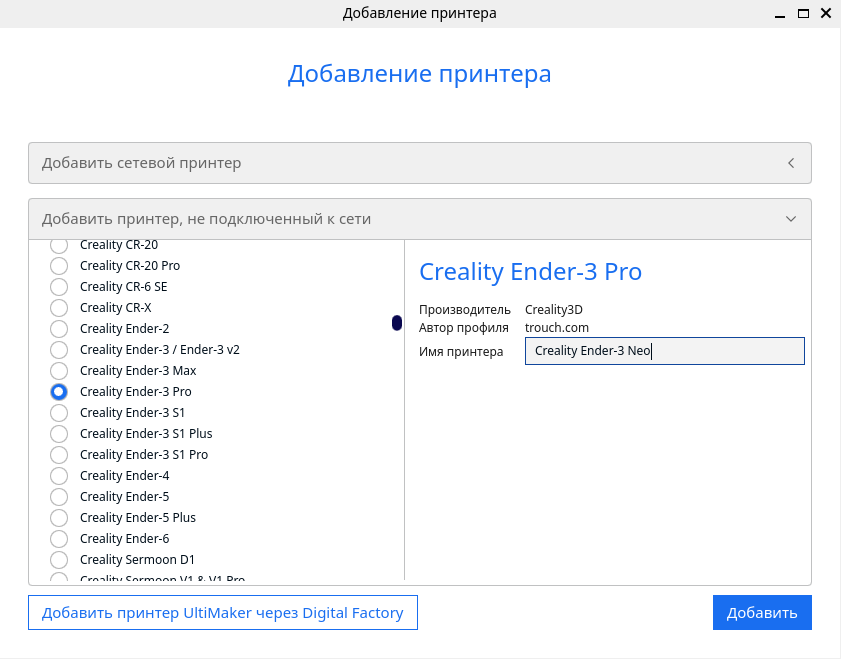
Выбираем Creality Ender-3 pro, так как его профиль наиболее подходящий. Называем Creality Ender-3 Neo. Нажимаем "Добавить".
Далее нужно изменить стартовый G-код и завершающий.
Стартовый:
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
G28 ;Home
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
G1 X10.1 Y145.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y145.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 E-1.0000 F1800 ;Retract a bit
G1 Z2.0 F3000 ;Move Z Axis up
G1 E0.0000 F1800
Завершающий:
G91 ;Relative positionning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z0.2 F2400 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z10 ;Raise Z more
G90 ;Absolute positionning
G1 X0 Y0 ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
Далее переходим на вкладку Extruder 1 и нам снова нужно вставить стартовый и завершающий код.
Стартовый:
G92 E0 ;reset extruder distance
M104 S$
Завершающий:
G92 E0 ;reset extruder distance
G1 F800 E-5 ;short retract
G92 E0 ;reset extruder distance
G90
Нажимаем на кнопку "Следующий" и все готово!