Здравствуйте, Уважаемые зрители!
В этом посте вы найдете скрипт для датчика, который я изготовил в этом видео.
Для того, чтобы использовать датчик по назначению, вам понадобится русскоязычный скринсет, который мы установили в этом видео.
Открываем MACH 3. Жмем на вкладку Operator и выбираем редактор кнопочных скриптов. После выбора данного пункта, кнопки начнут моргать.
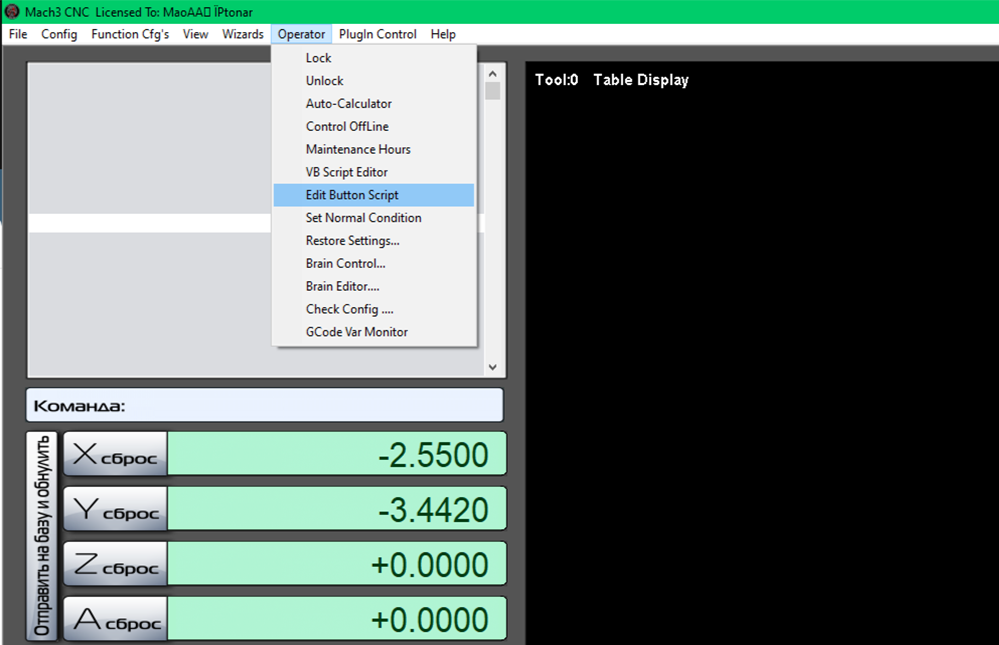
И вам необходимо выбрать кнопку "Авто поиск Z=0"
Откроется окошко, куда нужно будет скопировать и вставить скрипт.
Поменяйте в строчке PlateOffset значение на ваше, на толщину вашего датчика.
Скрипт для копирования
PlateOffset=4 'толщина платы мм.
Zup=25 'Расстояние на которое отойдет фреза после коррекции
MaxZPlus=250 'максимальный ход станка по оси Z мм.
Sleep 100 'Пауза 0,1 сек.
CurrentFeed = GetOemDRO(818) 'Запомнить текущюю скорость, для того чтобы восстановить после коррекции.
Code "F300" 'Задать скорость подачи до касания инструментом
ZNew = GetDro(2) - MaxZPlus 'опустить инструмент до касания
Code "G31Z" &ZNew
While IsMoving() 'Подождать пока произойдет касание платы.
Wend
ZNew = GetVar(2002) 'читать точку касания
Code "G0 Z" &ZNew + 3 'отьехать вверх на 3мм от точки касания
While IsMoving ()
Wend
Code "F50" 'замедлить подачу до 50мм\мин
ZNew = GetDro(2) - 6
Code "G31Z" &ZNew 'опустить инструмент до касания
While IsMoving() 'Подождать пока произойдет касание платы.
Wend
If PlateOffset <> 0 Then
Call SetDro (2, PlateOffset) 'записать в окно Z толщину платы, тем самым откорректировав позицию по Z
Code "G4 P0.25" 'пауза для успешной записи значения в DRO
ZNew = PlateOffset + Zup 'вычислени точки подьема
Code "G0 Z" &ZNew 'поднять на высоту отхода после коррекции
While IsMoving ()
Wend
Code "(Z axis is now zero !)" 'послать сообщение в статус
End If
Code "F" &CurrentFeed 'Возвращаем установленное значение подачи
Sleep 100
После вставки данного скрипта в окошко, жмем Файл, Сохранить.
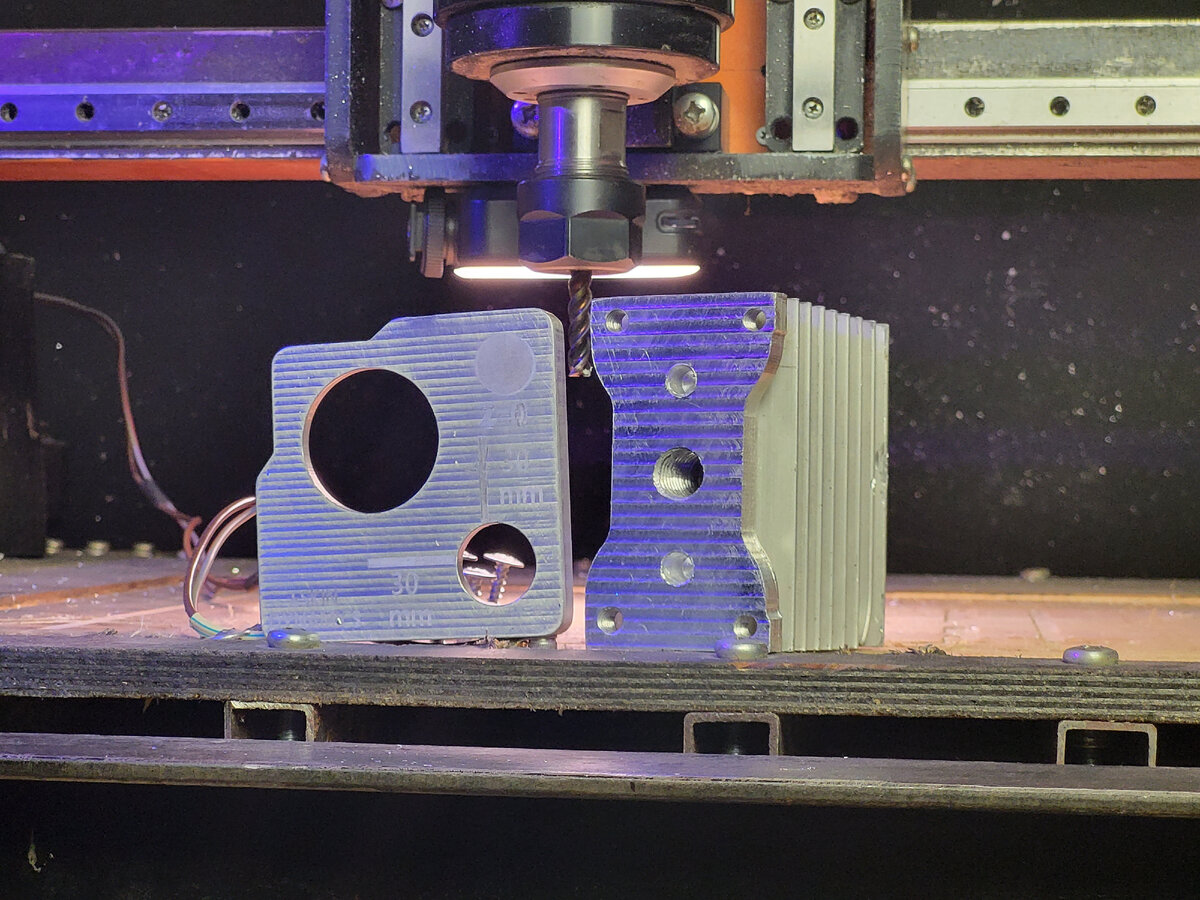
И чтобы воспользоваться этим датчиком мы ставим его на угол нашей заготовки и жмем на кнопку "Авто поиск Z=0".
Фреза отпустится, коснется, поднимется на некоторое расстояние и снова опустится до датчика. Потом убираем датчик, жмем на кнопку "Опуститься до Z=0"
И фреза оказывается точно над поверхностью нашей заготовки.
Для того, чтобы использовать вторую функцию нашего датчика и найти ноль по осям X и Y, необходимо посмотреть видео, в нем будет наглядно понятно какие манипуляции необходимо совершить. Внутри скрипта для кнопки "Поиск центра", просто заменим одни значения на свои..
В общем, приятного просмотра!