Всем привет. В моём предыдущем посте про советский топорик некоторые пользователи сделали мне замечания. Дескать, особого героизма и преодоления из того, чтобы сделать из топора - топор нет. Поэтому я решил выложить фотографии топора сделанного мной с нуля. Фотографий топора на промежуточных этапах нет. Получится слишком много фотографий. А пост должен быть коротким. Как команда. Как выстрел. А иначе потом времени на отдых не останется.
Технически топором называется голова топора, насаженная на рукоять «топорище». Железка без топорища – голова топора. Мне это определение не очень нравится. Поэтому в тексте я буду называть голову топора просто топором.
14 фото + текст

Представленный вашему вниманию топор сделан не из одного цельного куска стали (цельнокованый) а сварной. Изготовлен топор способом свободной ковки из двух видов стали. Всё тело топора сделано из малоуглеродистой (мягкой) стали, а лезвие представляет собой своего рода слоёный бутерброд. Наружные слои (обкладки) – мягкая сталь. Средняя часть лезвия – высокоуглеродистая сталь. По форме этот слой имеет форму клина. Так получается технологически. Вваривается клин из углеродистой стали с помощью кузнечной сварки.
2.
Кузнечная сварка металлов – это когда металлические заготовки, которые нужно соединить (в нашем случае - клин из углеродистой стали и мягкие обкладки) нагревают до температуры сварки (практически до температуры плавления верхних слоёв соединяемых заготовок) и проковывают или сжимают прессом. За счёт высокой температуры и давления происходит диффузия поверхностных слоёв соединяемых металлов. Получаем достаточно прочное соединение (если всё сделано правильно).
3.
До изобретения электрической сварки кузнечной сваркой соединяли стальные детали в неразъёмное соединение. Все топоры в стародавние времена делались таким способом. Углеродистая сталь была дорогая и поэтому её вваривали или наваривали в различных вариациях (в середину, сбоку, сверху) только на переднюю (рабочую) часть лезвия топора. Всю остальную часть топора делали из низкоуглеродистой стали. С развитием металлургии и удешевлением углеродистой стали топоры стали делать целиком из углеродистой стали. На картинке показаны различные способы наваривания углеродистой стали на лезвия топоров.
4.
Для получения качественного соединения при кузнечной сварке обычно используются различные флюсы. Флюсы очищают поверхность металла от окислов, предохраняют от выгорания углерода и от горения металла при сварочной температуре. В качестве флюса может использоваться чистый кварцевый песок, который при температуре сварки расплавляется, песок с добавлением соды или соли, бура, толчёное стекло. Я использую буру с секретными добавками. Секретные добавки улучшают работу флюса и уменьшают здоровье. Низкоуглеродистую сталь при определённых навыках можно сваривать кузнечной сваркой без флюса (на сухую). Японцы до сих пор иногда используют в качестве флюса высушенный ил смешанный с порошком древесного угля, пепел рисовой соломы, пепел хвоща. Ну них там своя атмосфера...
5.
Есть несколько плюсов сварных топоров. Во первых – мягкие обкладки лезвия и мягкая сталь тела топора гасят вибрации лезвия при ударе. Соответственно меньше возможность образования трещин и меньше вибраций передаётся на руки. Во вторых – топор намного проще затачивать. Твёрдая – только средняя часть. Обкладки из мягкой стали легко стачиваются абразивами. Ну и в третьих – это просто круто. А понты, как известно - дороже денег.
6.
Клин, из углеродистой стали вваренный в середину лезвия этого топора не просто гомогенная (однородная) углеродистая сталь. Клин сделан из инструментальной стали У8А – проваренной кузнечной сваркой саму на себя (без прокладок другими видами сталей, как это делается при изготовлении дамасской стали). Клин содержит 1000 слоёв стали У8А сваренных между собой. Возникает закономерный вопрос - зачем такие сложности, если можно просто взять углеродистую сталь? Есть несколько причин. Согласно моей теории сварочные слои не дают расти зерну стали при нагреве под закалку. Сохраняется мелкозернистая структура, что положительно отражается на «резучести» лезвия. Так же я считаю, что слоёная сталь менее склонна к образованию трещин. Мелкозернистая структура закалённой части лезвия даёт интересный побочный эффект. Если подвесить топор и щёлкнуть по лезвию - получаем высокий, звенящий звук, длительностью около 20 секунд. Топор «поёт».
7.
Отверстие под ручку (проушина) прошито и оформлено оправкой в процессе ковки. Проушина слегка расширяется к верху, что обеспечивает надёжное крепление рукояти, после того, как она будет расклинена. Топор был отожжён при температуре сфероидизации как минимум 8 часов. Это позволяет при закалке получить нужную структуру лезвия и облегчает обработку.
Толщина лезвия практически одинакова (от 4 до 5 мм) и значительно увеличивается только у проушины. Это облегчает заточку топора в отличие от топоров с клинообразным лезвием, где приходится снимать большее количество металла, чтобы получить нужный угол заточки.
8.
Клин из высокоуглеродистой стали, вваренный кузнечной сваркой выделен белым цветом.
9.
На фотографии достаточно хорошо видно слой высокоуглеродистой стали в средней части лезвия. Видны границы слоя, и он немного темнее, чем обкладки из низкоуглеродистой стали
10.
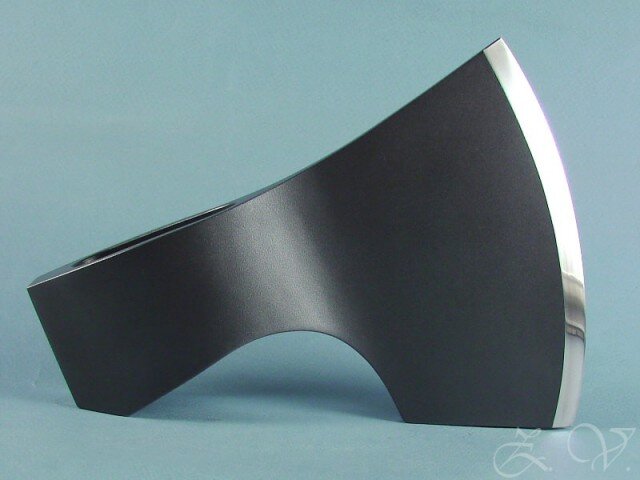
Клеймо, в виде буквы “Z” на лезвии топора. Первая буква моей фамилии на латинице. Такое клеймо ставлю на топорах. На всех остальных изделиях ставлю другое клеймо.
11.
Лезвие закалено и подвергнуто низкотемпературному отпуску, для снятия напряжений, возникших при закалке. Твёрдость закалённой части после отпуска – приблизительно 52 HRC. Твердомера у меня нет. Тарированных напильников, к сожалению тоже. Твёрдость проверяю надфилем. Угол заточки – приблизительно 32 градуса. Форма заточки – слабо выраженная линза. Практически прямая. Заточка рассчитана на работу с деревом. Топор покрыт оксидной плёнкой с использованием ржавого лака (холодное воронение). Поверхность покрыта смесью воска и льняного масла.
12.
Фотография головы топора на металлической оправке (ригеле). Приблизительно так она будет выглядеть на ручке. Ригель используется при ковке, для оформления отверстия под ручку "проушины".
13.
На этой фотографии показана поковка приблизительно такого же топора до слесарной обработки. Вес готового топора, представленного в посте – 1 кг. 123 г. Вес поковки топора до слесарной обработки – около 2.7 - 3 килограмма. Вес заготовки топора до ковки – около 4 килограммов. При слесарной обработке между операциями ковки, от выгорания металла при кузнечной сварке и нагревах при ковке приблизительно теряется около 1 кг – 1 кг. 300 г. металла.
14.