Одной из частых неисправностей при точении является вибрация. При вибрации станка нарушается нормальный процесс резания технологической системы, что не только серьезно ухудшает качество обрабатываемой поверхности, но и сокращает срок службы станка и режущего инструмента. Поэтому необходимо принять некоторые меры для уменьшения или устранения вибрации, создаваемой станком.
В этой статье говорится о причинах и мерах по устранению низкочастотной вибрации, вызванной деформацией систем заготовки и подручника в процессе обработки .
Основные характеристики низкочастотной вибрации
После вибрации вращающихся компонентов и системы трансмиссии станка основным типом токарной вибрации является самовозбуждающаяся вибрация, не меняющаяся со скоростью токарной обработки.
Основными характеристиками низкочастотной вибрации являются:
✅ Низкая частота вибрации (50 ~ 300 Гц), низкий уровень шума при вибрации;
✅ Следы, оставленные на режущей поверхности заготовки, глубокие и широкие;
Сильная вибрация что часто приводит к расшатыванию деталей станка (таких как задняя бабка, подручник и т. д.) и поломке лезвия из цементированного карбида.
Причины низкочастотной вибрации
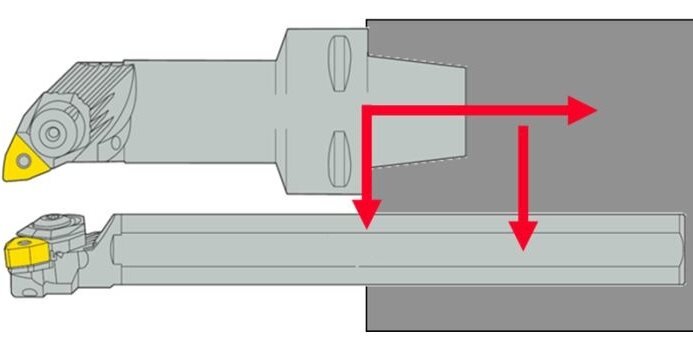
При низкочастотной вибрации во время токарной обработки обычно вибрирует система заготовки и подручника (но в большинстве случаев вибрация системы заготовки велика и играет ведущую роль). Они иногда отделяются друг от друга, а иногда сближаются, производя силы и реакции одинаковой величины и противоположных направлений. В процессе вибрации, когда заготовка и инструмент раздвигаются, сила резания F разделяется в том же направлении, что и перемещение заготовки, и совершаемая работа положительна. Когда заготовка приближается к инструменту, работа приближающейся силы резания F отрицательна.
Во время поворота:
✅ Трение между стружкой и передней поверхностью инструмента.
✅ Степень упрочнения металла, с которым сталкивается инструмент при врезании и выходе из заготовки, различна.
✅ Фактический геометрический угол инструмента периодически изменяется в процессе вибрации.
✅ При вибрации траектория относительного движения инструмента к заготовке эллиптическая, что вызывает периодическое изменение сечения резания.
Следы, оставленные вибрацией заготовки при предыдущем вращении, вызывают периодические изменения сечения резания. Эти пять условий могут вызывать периодические изменения силы резания и приближать фазовое расстояние f к >f. Таким образом, в каждом цикле вибрации положительная работа силы резания над заготовкой (или инструментом) всегда больше, чем отрицательная работа, которую она совершает над заготовкой (или инструментом), так что заготовка (или инструмент) получает энергетическую подпитку и генерирует самовозбуждающуюся вибрацию.
Меры по устранению низкочастотной вибрации
✅ Низкочастотная вибрация в основном вызвана изменением силы резания, вызванным вибрацией в направлении Y, что приводит к приближению фазового расстояния f > f и вызывает вибрацию.
В основном принимаются следующие 5 мер.
① Главный угол отклонения инструмента ( μ чем больше угол R), тем меньше сила FY и тем меньше вероятность возникновения вибрации. Поэтому правильно увеличьте основной угол отклонения инструмента, чтобы устранить или уменьшить вибрацию.
② Правильное увеличение переднего угла инструмента может уменьшить усилие FY и уменьшить вибрацию.
③ Если задний угол инструмента очень велик или лезвие слишком острое, инструмент легко вгрызается в заготовку, что может вызвать вибрацию. Когда инструмент правильно пассивирован, задняя режущая поверхность может предотвратить «вгрызание» инструмента в заготовку, что может уменьшить или устранить вибрацию. Читать далее...