Думая о керамике, практически каждому человеку приходят на ум глиняные горшки, статуэтки и кафельная плитка. Однако, это лишь малая часть применения керамических материалов. Инженерная керамика давно используется в имплантации, авиастроении, авиапромышленности, нефтегазовой индустрии, из неё производятся отрезные инструменты, броня и даже стеклянные микросферы, призванные бороться с раковыми клетками. Современные изделия из керамики настолько сложны, что их часто невозможно произвести стандартными способами. Ситуацию исправили аддитивные технологии, которыми занимается команда Центра технологий материалов Сколтеха. В нашем материале старший научный сотрудник Святослав Чугунов помогает понять, как российские учёные с помощью керамической 3D-печати учатся управлять биологическими процессами внутри имплантата, для чего команда решила создать свой 3D-принтер и каким способом проверяется надёжность критически важных деталей ещё до их появления.
Керамика – это первый искусственный материал, созданный человеком. Наиболее ранние упоминания о керамических изделиях датируются периодом 25 000-30 000 лет до нашей эры. Тот факт, что люди тогда уже осознанно лепили человекоподобные фигурки, означает, что познакомились они с керамикой задолго до этого времени.

На протяжении всей истории керамика модифицировалась, изменялась и улучшалась, но оставалась, по сути, в канве декоративного применения. В XIX веке появилась техническая керамика. От обычной она отличается специальными функциональными свойствами. Как правило, этот материал имеет высокую химическую чистоту, а также обычно представлен одной или несколькими химическими фазами с заданной стехиометрией – в отличие от глины, где фаз много, а их соотношение варьируется в широких пределах.
Где используется инженерная керамика
Стоит заметить, что керамические изделия попадают в совершенно разные классы применения: от посуды и черепицы до стоматологических имплантатов и облучаемых стеклянных микросфер для обработки раковых клеток. Керамика может выступать катализатором или служить в качестве основы для нанесения материалов, которые сами станут катализаторами. Такие изделия широко применяются в индустриальных и технических процессах, в нефтепереработке, химической промышленности и машиностроении. Например, в автомобилях есть блок катализатора, установленный в выхлопной трубе. В нем находится керамическая матрица, на которую нанесены специальные химические катализаторы, ускоряющие процесс распада выхлопных газов на углекислый газ и воду.
Керамика часто используется в изготовлении броневых элементов. Этот материал, за счет высокой твердости, хорошо поглощает энергию удара и распределяет её по большой площади поверхности, снижая интенсивность локального воздействия. Кстати, по твёрдости отдельные керамические материалы занимают второе место после алмаза. Например, из оксида алюминия, занимающего 60% рынка технической керамики, сделаны многие абразивные инструменты — шлифовальные диски, наждачные круги, отрезной инструмент и пр.
Традиционное и аддитивное производство
Описанные выше изделия имеют относительно простую форму. Их несложно изготовить с помощью традиционных производственных процедур — прессованием, литьем или экструзией сформировать зеленую заготовку из специального керамического порошка, смешанного со связующим полимером, и термически обработать заготовку. Самый простой способ сформировать так называемое «зелёное тело» — прессование. Чуть более сложные изделия можно получить с помощью литья. Следующий уровень — экструзия, позволяющая изготавливать протяженные объекты, имеющие постоянное сечение. Наиболее качественный результат получают при помощи литья под давлением, что позволяет создать практически бездефектные изделия. Произведённые заготовки в традиционном производстве керамики обязательно нужно подвергнуть высокотемпературному спеканию (1000-2000°) для удаления полимерного связующего компонента и спекания керамических частиц в монолитный высокопрочный материал.
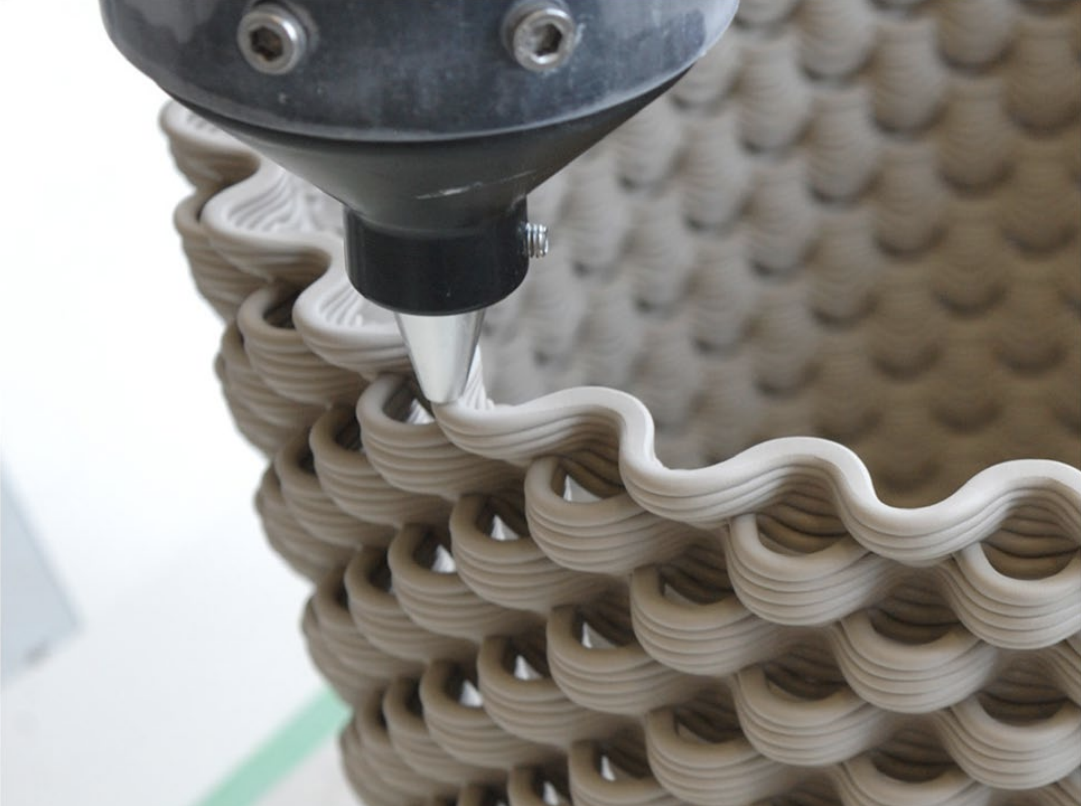
Не все виды форм и микроструктур возможно получить традиционными методами. Тогда на помощь приходит технология 3D-печати, которая позволяет изготавливать качественные изделия сложной формы — с отверстиями, каналами и специальной микроструктурой. Наиболее качественная и точная технология керамической 3D-печати на сегодня — технология лазерной стереолитографии (SLA), которая применяется в Сколтехе. Как и в традиционных производственных методах, в технологии 3D-печати керамический порошок перемешивается со специальным полимерным веществом в густую пасту, из которой в 3D-принтере тонкими слоями толщиной 25-50 микрон формируется целевое изделие. Под воздействием ультрафиолетового лазера паста отверждается. Таким образом, слой за слоем, выстраиваются сложные трёхмерные «зелёные» заготовки. После окончания 3D-печати проводится очистка и термическая обработка заготовок для удаления органического связующего и спекания керамических частиц в высокоплотную керамику.
С помощью технологии лазерной стереолитографии, например, печатаются фильтры-катализаторы со сложной системой пустот для нефтеперерабатывающей и нефтехимической промышленности. Их геометрия и внутренняя структура проектируются так, чтобы повысить качество фильтрации газа и нефтяных компонентов, содержащих твёрдые частицы. Другой пример — элементы механического уплотнения буровых насосов. Во время бурения через уплотнитель проходит сильный напор буровой жидкости, и очень важно, чтобы эта субстанция не просачивалась через уплотнение в зону главного вала и подшипников. Такое нарушение герметичности приводит к быстрому износу насоса, который стоит десятки и даже сотни миллионов рублей. Учёные Сколтеха внимательно изучают износ уплотнений и на основе исследований изготавливают прототипы из керамических изделий, которые эффективно противостоят истирающей нагрузке.
Керамика применяется не только в промышленности, но и в биомедицине — например, при создании имплантатов костных блоков. Изменяя структуру имплантата, можно управлять направлением и динамикой роста регенерируемых тканей. В том числе, исследуется возможность управлять ростом и прикреплением к имплантату костной, хрящевой и фиброзной тканей.
Собственный 3D-принтер для керамики и численные модели
Все существующие технологии печати керамики имеют свои ограничения. Когда команда Сколтеха начинала работу с бессвинцовой пьезокерамикой, выяснилось, что существующие коммерческие 3D-принтеры SLA не способны работать с подобными материалами. Причина в том, что современные решения для отверждения изделий используют лазер с длиной волны 365 нанометров (ультрафиолет). На этой длине волны пьезокерамика поглощает 95% излучения — то есть весь свет просто уходит в порошок — он нагревается и выжигает всё вокруг, включая органику и связующие добавки. Поэтому мы в Сколтехе разработали собственный многолазерный 3D-принтер SLA, который использует другие типы лазеров и печатает изделия из бессвинцовой пьезокерамики.
Сталкиваясь с различными проблемами в процессе 3D-печати, отжига и спекания изделий, учёные выяснили, что применения одних лишь лабораторных методов оценки свойств материалов недостаточно. Необходимо внедрить в работу численное моделирование физических процессов, управляющих поведением керамического материала на различных производственных стадиях аддитивной процедуры. Численное моделирование позволяет «заглянуть» внутрь материала и понять, что с ним происходит при различных воздействиях окружающей среды. Теперь, еще до начала 3D-печати, российские учёные способны спрогнозировать, какие напряжения и деформации образуются в изделии на различных стадиях изготовления, и изменить программу 3D-печати и обработки изделия для снижения производственных рисков и получения прецизионной геометрии. Они создали отдельные численные модели для процессов 3D-печати, отжига связующего компонента и высокотемпературного спекания керамики. Теперь появилась возможность рассчитать, как именно полимер будет термически разлагаться в газ внутри изделия и не приведет ли этот процесс к растрескиванию образца. Они также научились лучше справляться с нюансами, которые проявляются во время спекания изделий. Например, с существенной усадкой изделий в процессе спекания частиц и дополнительными деформациями из-за действия объемных сил.
Фактически команда численно воспроизводит каждую стадию керамической аддитивной процедуры SLA: есть «цифровой двойник» керамической пасты, по которой работает численный УФ лазер, передавая в пасту такое же количество энергии, как и настоящий лазер в 3D-принтере. Таким образом, исследователи получают нужные настройки для печати физического образца с требуемыми характеристиками. Они моделируют процессы, происходящие с изделиями в печи, и пытаются предсказывать финальный результат. Такой подход крайне важен для качественного изготовления сложных керамических изделий в любой отрасли. Например, для авиационной отрасли он позволяет качественно рассчитать и подобрать параметры процесса для изготовления керамических стержней, применяемых в заводском литье лопаток газотурбинных двигателей. Лопатки должны содержать внутренние каналы сложной геометрии, служащие для охлаждения в процессе работы в горячей зоне двигателя. Керамические стержни, которые обеспечивают требуемую геометрию каналов при литье, должны претерпевать термические деформации, обеспечивая при этом точность позиционирования в литьевой форме до 0,5 мм. Это сложный технологический процесс, и подобные керамические изделия могут быть получены с надлежащей точностью лишь в результате применения всего спектра инженерного инструментария, разработанного для керамической 3D-печати в Сколтехе.