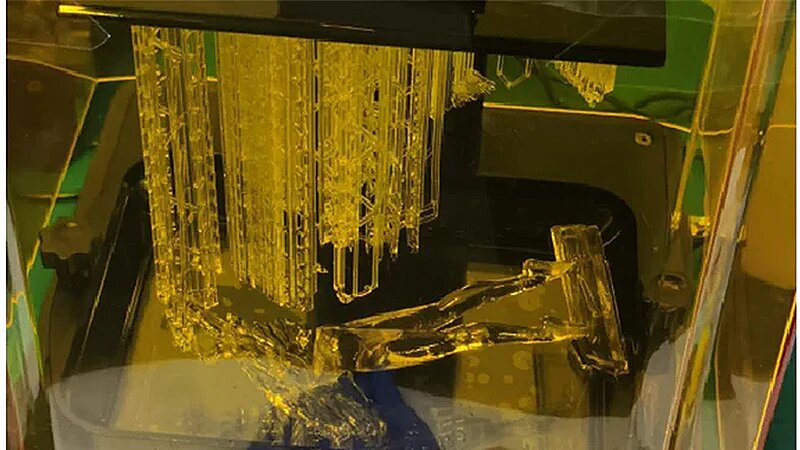
При 3D-печати смолой, когда печатается каждый новый слой, монтажная пластина слегка приподнимается, и модель отслаивается от пленки FEP. Во время этого процесса при отделении возникает сила, которая может привести к таким проблемам, как несовпадение опор с моделью. Это может быть вызвано неправильными настройками печати или изменением свойств смолы. Эта статья в основном посвящена тому, как исправить разделение опор при 3D-печати с помощью смолы.
Причины отслоения поддержек при 3D-печати из фотополимерной смолы
Причины отделения 3D-печати из смолы от опор связаны с неправильными настройками печати в слайсере, включая высокую скорость подъема Z, низкое время экспозиции и слабую структуру опор. Во время печати нечистый чан со смолой и низкотемпературная среда печати также могут способствовать тому, что ваша модель не приклеилась должным образом к опорам.
· 3D-печать слишком большая и тяжелая.
· Опорная конструкция недостаточно прочная.
· Время экспозиции недостаточно.
· Слишком высокая скорость подъема по оси Z.
· Неотвержденная смола и чан принтера загрязняются.
· Температура среды печати слишком низкая.
8 решений для разделения опоры для 3D-печати из смолы
1. Равномерное создание достаточного количества опор в слайсере.
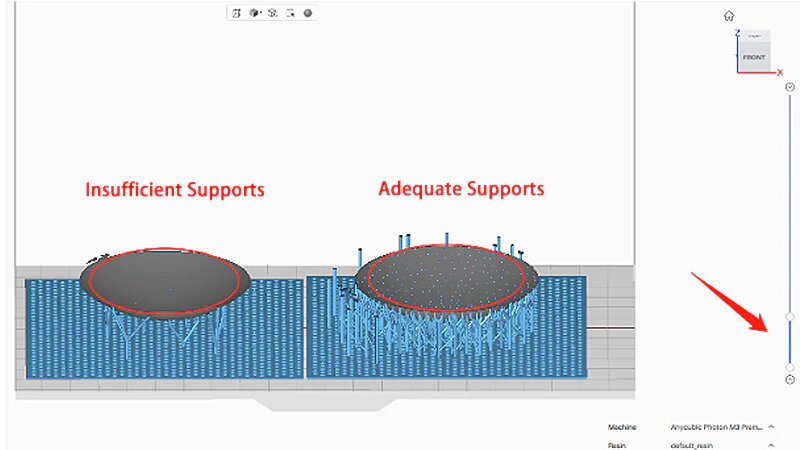
Опоры в 3D-печати смолой служат для обеспечения стабильности и предотвращения деформации и разделения напечатанных объектов. Поэтому очень важно создать достаточное количество опор для печати смолой, особенно в самых низких точках на дне. Не менее важным является равномерное добавление опор к модели в слайсере с учетом ее формы. Например, неравномерная плотность опор в модели, когда на одних участках больше опор, а на других меньше, может привести к несбалансированному распределению напряжений и способствовать возникновению проблем с отделением опор.
2. Запуск островного детектора в слайсере.
Обнаружение островов - это функция в слайсере смолы, которая выявляет отсоединенные или нависающие области модели, чтобы определить, правильно ли они поддерживаются, обеспечивая успешную печать. На примере Anycubic Photon Workshop V3.0 вы можете включить функцию "Check Islands" в режиме предварительного просмотра. Перетаскивая индикатор выполнения в правой части интерфейса слайсера, можно проверить состояние каждого нарезанного слоя.
Как показано на изображении выше, при запуске детектора он покажет зеленые области, указывающие на отсутствие необходимости в дополнительных опорах. Желтые области указывают на взаимосвязанные опоры с выступами, которые могут потребовать дополнительных опор для укрепления конструкции. Красные области означают свесы, которые нуждаются в опорах.
3. Улучшение связи между опорами и моделью.
Укрепление опорной конструкции может снизить вероятность отсоединения модели от опор. Вы можете отрегулировать точки контакта, увеличив расстояние вставки опор в модель и ширину верхней части опор. Таким образом, опоры смогут прочно удерживать модель и предотвращать ее отсоединение.
В Anycubic Photon Workshop V3.0 вы можете настроить два параметра, связанных с параметрами опор: "Расстояние в модели" и "Ширина верха". Первый параметр относится к длине опорной планки, вставленной в нижнюю поверхность модели, а второй - к ширине точки контакта, которая касается нижней поверхности модели. Однако следует учитывать, что если эти два значения установлены слишком большими, это может привести к трудностям при постобработке, таким как сложное удаление опор и заметные следы от опор на модели после их удаления.
Следуйте по пути для точной настройки параметров подключения опор: Anycubic Photon Workshop V3.0 >> Support >> More Settings >> Connection >> Top Model Connection.
4. Выдалбливание и пробивание отверстий для уменьшения веса модели.
Выпуклость модели может не только значительно уменьшить вес модели, чтобы избежать разрушения 3D-печати во время печати, но и сэкономить материал и сократить время печати. Слишком высокая или слишком низкая плотность заполнения может привести к растрескиванию 3D-печати. Поэтому рекомендуется выдолбить модель и установить толщину стенки 1-1,5 мм. Кроме того, создание отверстий на поверхности имеет решающее значение для предотвращения трещин на полом объекте, поскольку это улучшает вентиляцию и позволяет сливать неотвержденную смолу.
5. Увеличение времени выдержки смолы.
Время экспозиции смола Anycubic ABS - это общий параметр в 3D-печати смолой, который означает время, в течение которого неотвержденная смола на дне ванны подвергается воздействию ультрафиолетового света. Если время экспозиции слишком мало, это может привести к неполному отверждению модели, что может быть причиной того, что модель не прилипает к опорам. Однако чрезмерное время облучения также может привести к деформации модели. Калибровка времени выдержки необходима при смене различных смол. Поэтому компания Anycubic предлагает тестовый файл gcode под названием "Anycubic Resin Exposure Range Finder" для каждого из своих принтеров. Это помогает пользователям найти оптимальные значения времени экспозиции для повышения успешности печати. В качестве альтернативы попробуйте увеличить время экспозиции на 0,5-1 секунду и посмотрите, решится ли проблема.
6. Замедление скорости подъема Z принтера.
Скорость подъема Z - один из ключевых параметров печати при 3D-печати смолой. Это скорость, с которой печатная форма поднимается из ванны со смолой после печати каждого слоя. Более высокая скорость подъема может привести к увеличению силы отслаивания между напечатанным объектом и пленкой FEP, что приведет к отделению опоры от модели. Попробуйте снизить скорость подъема Z, чтобы уменьшить силу и отслоение. Но слишком низкая скорость приведет к увеличению времени печати. Как правило, скорость подъема Z в диапазоне 60-150 мм/мин является подходящей.
7. Очистка пленки FEP и фильтрующей смолы.
Если на пленку FEP и смолу попала пыль или мусор, это может помешать полному отверждению модели и привести к падению 3d-печати. Важно убедиться, что пленка FEP, ванна принтера и неотвержденная смола чистые, чтобы избежать повреждения хрупкой пленки FEP. Потому что любая острая застывшая смола может проколоть пленку, вызывая утечку смолы. Особенно после каждого сбоя печати очистка имеет решающее значение. Первым шагом перед очисткой чана является фильтрация смолы и удаление примесей. Вы можете использовать набор для очистки или напечатать фильтр для смолы. Более того, существует статья Как правильно очистить чан для смолы и пленку FEP, в которой описаны два метода очистки: быстрая очистка и глубокая очистка.
*Удобная воронка с фото для многоразовой фильтрации смолы
8. Поддержание оптимальной температуры в среде печати.
Многие начинающие 3D-печать смолой легко пренебрегают температурой окружающей среды, а ведь она может повлиять на результаты печати смолой. Если вы печатаете в холодные месяцы в высоких широтах, вы можете часто сталкиваться с неудачами печати, такими как отслоение отпечатка. Оптимальная температура окружающей среды для печати составляет около 25-30℃. Если температура в помещении составляет всего 15-20℃, рекомендуется увеличить время экспозиции на 30% по сравнению с настройками по умолчанию и уменьшить скорость подъема Z на 30%. Если из-за низкой температуры требуется предварительный нагрев смолы, используйте такие инструменты, как воздушный нагреватель или фен, чтобы температура смолы не превышала 60℃. Кроме того, важно хранить УФ-смолу в диапазоне температур 18-35℃, чтобы предотвратить деградацию смолы и сбои в печати.
И в заключение
Отделение опоры от модели является распространенной проблемой при SLA 3D-печати. Понимая причины этой проблемы, ее можно решить с помощью слайсера путем корректировки параметров печати смолой, укрепления опорных конструкций и углубления модели для снижения веса. Не менее важно регулярно очищать пленку FEP и смолу, а также поддерживать соответствующую температуру печати.



















