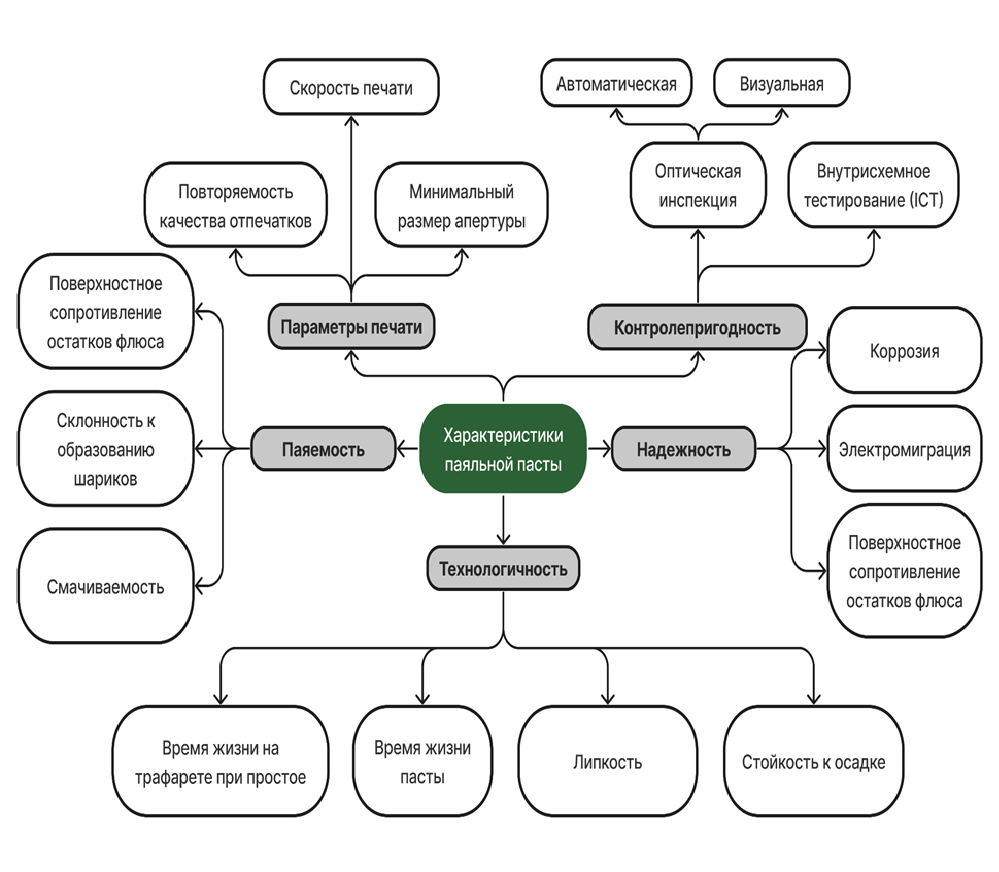
Технологические свойства пасты
Вязкость (англ. viscosity) говоря грубо, определяется густотой паяльной пасты. Пасты интересны тем, что, подобно кетчупу, являются тиксотропными веществами, то есть, они меняют вязкость под механическим воздействием. Характеристика эта имеет определяющую важность в силу процесса нанесения — паста располагается сверху трафарета, и обретает текучесть под давлением ракеля, проходя через окна. После снятия давления, паста вновь переходит в вязкое состояние, это позволяет ей остаться в пределах контактной площадки и не дает сползти на неметаллизированную поверхность. Кроме нагрузки, на вязкость пасты влияют ее температура и размер частиц пасты — вязкость будет меньше для крупных частиц и теплой пасты. На практике это означает также необходимость контролировать ее нагрев и обеспечивать микроклимат, предусмотренный стандартами производства.
Вязкость пасты измеряется в ходе процесса вискозиметрии, на приборах Брукфилда либо Малкома, единица измерения — Пуаз, либо Па/с.
Метод Брукфилда (стандарт IPC-TM-650 [7], метод 2.4.34/2.4.34.1) ротационная вискозиметрия: измерение вязкости пересчетом крутящего момента, необходимого для вращения шпинделя прибора.
Метод Малкома (стандарт IPC-TM-650 [7], метод 2.4.34.2/2.4.34.3) ротационно-экструзионный, включает прибор, состоящий из двух цилиндров, благодаря совместному действию которых паста продавливается вверх — измеряется крутящий момент на штоке внутреннего цилиндра.
Производитель указывает значения по одной/обеим методикам, выраженные обычно в системе СГС. Считается, что значения, полученные этими способами, не конвертируются между собой.
Рекомендованные диапазоны(Брукфилд, ксПз):
Дозирование: 200-450
Трафаретная печать (сетчатый трафарет): 450-800
Трафаретная печать (фольговый трафарет): 750-1200
Интересный эффект — с увеличением числа проходов по трафарету происходит увеличение вязкости пасты. То есть, для уменьшения градиента вязкости необходимо добавлять свежую пасту в процессе печати. Данный эффект объясняется тем, что для суспензий - к которым и относится паста - характерна относительно малая когезия, так что механическое воздействие приводит к структурным изменениям. По сути, образуются слои, для которых характерны эффекты поверхностного натяжения. Аналогично тому, как мыльная пена способна закупорить шланг, по которому свободно проходит мыльный раствор.
Осадка — свойство пасты увеличивать отпечаток после нанесения на плату. Минимальный размер осадки позволяет избежать брака, в частности, уменьшить количество перемычек.
Время жизни — термин, применяемый для обозначения периода сохранения неизменных свойств пасты со времени ее вскрытия, до оплавления. Иногда его разделяют, как периоды пребывания на трафарете либо после нанесения на плату. В англоязычной документации первый период обозначают как «stencil/print life», для разных паст он равен 8-48 часам. Второй важнее, поскольку определяет время от печати до пайки, в которое включается время на установку компонентов. У отдельных паст он составляет до 3 суток.
Клейкость — свойство пасты удерживать компоненты во время между установкой и пайкой. В конце срока годности снижается.
Смачиваемость. Изделия могут работать в сложных климатических условиях, эксплуатироваться под ударной и вибрационной нагрузкой. При плохой пропайке в таких условиях могут возникнуть трещины и расслоения, поэтому хорошая смачиваемости часто важнее, чем время жизни. В последние годы востребованность этой характеристики обостряется тем, что разнообразные гальванические покрытия выводов зачастую отличаются чрезвычайно высокой химической стойкость покрывающих их оксидных пленок.
Термопрофиль
На графике ниже представлены различные состояния пасты в процессе пайки.
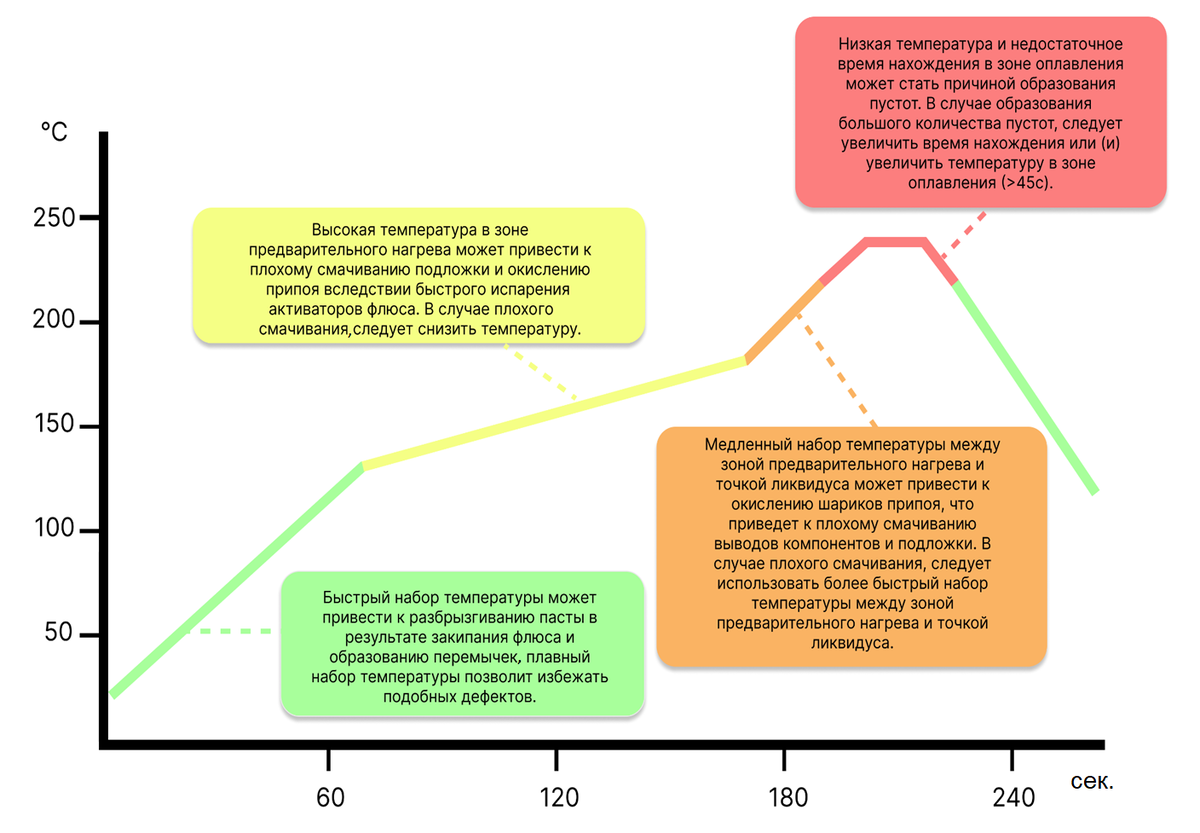
Набор температуры
Растворитель испаряется, смолы и тиксотропные присадки снижают вязкость.
Резкий рост температуры на этой стадии порой приводит к разбрызгиванию пасты из-за закипания флюса и к образованию перемычек.
Предварительный нагрев
На этой стадии растворитель испаряется полностью, флюс активируется, размягчается, частицы припоя переходят в изотропно-взвешенное состояние, тепло проникает вглубь нанесенного слоя равномерно, в это же время растворяется оксидная пленка на припое и контактах.
Чрезмерная температура на этом участке влечет плохое смачивание подложки и окисление припоя из-за вскипания активаторов.
Если выводы нагреваются быстрее, чем прогреваются контактные площадки, то слишком малое время предварительного нагрева приведет к наползанию припоя на выводы. Слишком большие капли начнут слипаться, образуя перемычки.
В то же время, по причине озвученного выше фазового перехода пасты, завышенное время предварительного нагрева приводит к растеканию пасты из-за снижения вязкости.
Нагрев после оплавления
Достигнута температура плавления (ликвидус). Припой расплавляется, реагируя с флюсом, очищается от окисей, и происходит, непосредственно, пайка.
Большинству паст достаточно 30-40 с в расплавленном состоянии для полной диффузии и смачивания поверхностей в случае достаточно быстрого прогрева компонентов. Однако, с появлением теплоемких элементов в корпусах вида BGA и QFP появилась проблема большой разности в скорости нагрева различных компонентов, во многих случаях проблема усугубляется за счет затенения. В таких случаях рекомендуется применение конвекционных печей.
На этом кончается наш сериал. Пишите о ваших впечатлениях. Не обещаю новые сезоны, но дополнительные материалы выпущу обязательно)
Главный инженер компании ProSMD - Георгий Александров